
Opis
Potrzebujesz niestandardowej konfiguracji dla swojego obiektu w Wielkiej Brytanii? Napisz bezpośrednio do naszych inżynierów →
Argumenty za suszeniem adsorpcyjnym w brytyjskich zakładach przemysłowych
Jakość sprężonego powietrza stanowi podstawę niezawodności całych linii produkcyjnych. W środowiskach, w których zanieczyszczenie wilgocią oznacza odrzucone partie, skorodowane rurociągi lub awarie oprzyrządowania, wybór technologii osuszania ma istotne znaczenie inżynieryjne. Nasz osuszacz adsorpcyjny z mikroregeneracją ciepła dostarcza stale suche powietrze w temperaturze punktu rosy od -40°C do -70°C, co plasuje go wśród najbardziej niezawodnych rozwiązań dostępnych obecnie na rynku brytyjskim. Konwencjonalne osuszacze chłodnicze osiągają plateau przy ciśnieniowym punkcie rosy około +3°C – co jest wystarczające dla ogólnej pneumatyki, ale całkowicie nieodpowiednie dla pomieszczeń czystych w przemyśle farmaceutycznym, montażu elektroniki i precyzyjnej obróbki metali, gdzie wolna wilgoć stanowi bezpośrednie zagrożenie dla procesu.
Ten osuszacz adsorpcyjny, opracowany w oparciu o ciągłe wdrażanie w europejskich zakładach produkcyjnych, łączy dwuwieżowy cykl przełączania z kontrolowaną mikroregeneracją ciepła, aby przywrócić wydajność osuszacza bez nadmiernego zużycia energii. Rezultatem jest system, który działa nieprzerwanie, 24 godziny na dobę, 365 dni w roku, zapewniając przewidywalną wydajność i przystępne koszty operacyjne – dokładnie taki profil niezawodności, jakiego brytyjscy kierownicy zakładów oczekują od urządzeń do uzdatniania powietrza.
Jak działa mikroregeneracja ciepła: inżynieria punktu rosy
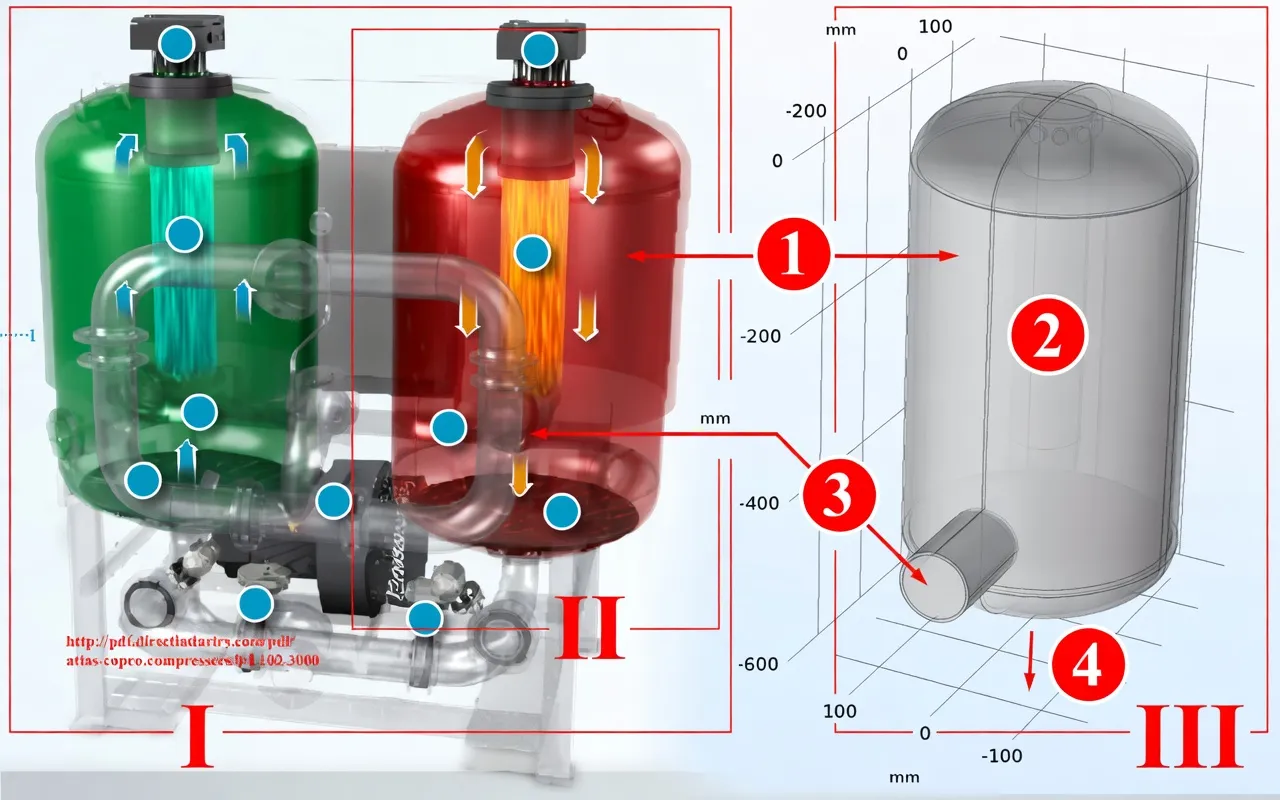
 Zasada działania opiera się na naturalnym powinowactwie materiałów osuszających – zazwyczaj aktywowanego tlenku glinu (Al2O3) lub sita molekularnego 13X – do pary wodnej pod ciśnieniem. Wilgotne sprężone powietrze trafia do aktywnej wieży adsorpcyjnej, gdzie cząsteczki wilgoci wiążą się z powierzchnią złoża osuszacza podczas przepływu strumienia powietrza. Gdy złoże to zbliża się do nasycenia, sterowany mikroprocesorem zawór przełączający płynnie przekierowuje przepływ do drugiej wieży, podczas gdy pierwsza wchodzi w fazę regeneracji bez przerywania dopływu powietrza procesowego.
Zasada działania opiera się na naturalnym powinowactwie materiałów osuszających – zazwyczaj aktywowanego tlenku glinu (Al2O3) lub sita molekularnego 13X – do pary wodnej pod ciśnieniem. Wilgotne sprężone powietrze trafia do aktywnej wieży adsorpcyjnej, gdzie cząsteczki wilgoci wiążą się z powierzchnią złoża osuszacza podczas przepływu strumienia powietrza. Gdy złoże to zbliża się do nasycenia, sterowany mikroprocesorem zawór przełączający płynnie przekierowuje przepływ do drugiej wieży, podczas gdy pierwsza wchodzi w fazę regeneracji bez przerywania dopływu powietrza procesowego.
Podczas regeneracji kontrolowana frakcja osuszonego powietrza procesowego – stanowiąca zaledwie cztery do sześciu procent nominalnego przepływu – jest podgrzewana do temperatury około 120°C i kierowana z powrotem przez złoże zużyte w odwrotnym kierunku. To skutecznie desorbuje zaadsorbowaną wilgoć i odprowadza ją przez spaliny. Metoda mikro-wygrzewania zużywa znacznie mniej energii niż alternatywne rozwiązania z pełną regeneracją cieplną, a jednocześnie konsekwentnie osiąga niskie temperatury punktu rosy, które osuszacze adsorpcyjne działające wyłącznie bez ogrzewania – zazwyczaj zużywające do piętnastu procent mocy sprężarki na przedmuchiwanie – z trudem osiągają. Czasy cykli są regulowane w zakresie od jednej do czterech godzin, co pozwala inżynierom w zakładach w Wielkiej Brytanii optymalizować wydajność w przypadku zmiennych warunków wlotowych bez utraty gwarantowanego punktu rosy na wylocie.
Specyfikacje techniczne i dane dotyczące wydajności
| Parametr | Wartość / Zakres | Notatki |
|---|---|---|
| Punkt rosy na wylocie | -40°C do -70°C | Punkt rosy przy przepływie znamionowym |
| Objętość powietrza regeneracyjnego | 4% – 6% | O znamionowej mocy przetwarzania |
| Materiał adsorpcyjny | Tlenek glinu aktywowany / Sito molekularne 13X | Określone dla każdej aplikacji |
| System sterowania | Automatyczny cykl mikrokomputera | Integracja PLC dostępna w przypadku niestandardowych wersji |
| Utrata ciśnienia | ≤ 0,02 MPa | Przy maksymalnym przepływie znamionowym |
| Zasilacz | Prąd zmienny 220 V / 380 V · 50 Hz | Zgodność z siecią brytyjską |
| Cykl przełączania | 1h – 4h (regulowany) | Zoptymalizowany za pomocą czujnika punktu rosy na wlocie |
| Ciśnienie robocze | 0,4 – 1,0 MPa | Wyższe ciśnienie na żądanie |
| Norma ISO | PN-EN ISO 8573-1:2010 | Osiągalne klasy 1 i 2 |
Cztery zalety inżynieryjne, które wyróżniają tę suszarkę
Ultraniski punkt rosy
Osiąga stałą temperaturę punktu rosy na poziomie -70°C, spełniając wymagania klasy 1 i klasy 2 normy BS EN ISO 8573-1:2010 dla najbardziej wymagających zastosowań w brytyjskim przemyśle farmaceutycznym, elektronicznym i lotniczym.
Niskie zużycie energii
Regeneracja mikrotermiczna wymaga zaledwie 4–6% powietrza oczyszczającego, w porównaniu do nawet 15% w przypadku osuszaczy adsorpcyjnych bezogrzewalnych. W przypadku brytyjskiego zakładu pracującego w trybie ciągłym ze sprężarką o mocy 75 kW, roczne oszczędności energii liczone są w tysiącach funtów.
Wysoka trwałość, minimalny czas przestoju
Zawory pneumatyczne o dużej pojemności, wnętrze wieży wyłożone stalą nierdzewną oraz autodiagnostyka mikroprocesora minimalizują nieplanowane przeglądy, co jest priorytetem w całodobowych, 7-dniowych środowiskach produkcyjnych w Wielkiej Brytanii, gdzie przestoje wiążą się z bezpośrednimi kosztami.
Kompaktowa i skalowalna konstrukcja
Kompaktowe wymiary pasują do ograniczonych pomieszczeń fabrycznych, typowych dla brytyjskich fabryk, natomiast konfiguracje modułowe skalują się od lekkich jednostek warsztatowych do wysokowydajnych instalacji równoległych w dużych kompleksach przemysłowych.
Branże w Wielkiej Brytanii, które codziennie korzystają z osuszaczy adsorpcyjnych
W Wielkiej Brytanii sektory takie jak produkcja motoryzacyjna, produkcja podzespołów lotniczych, przetwórstwo żywności i napojów, pakowanie produktów farmaceutycznych oraz dystrybucja chemikaliów nakładają na systemy sprężonego powietrza określone i mierzalne normy jakości powietrza. Linia lakiernicza w West Midlands nie toleruje wilgoci w natryskiwanym powietrzu bez ryzyka kosztownych przeróbek, wad typu „rybie oko” i niezgodności powierzchni. Producent farmaceutyków kontraktowych z hrabstwa Durham, zaopatrujący łańcuchy dostaw NHS, musi konsekwentnie spełniać wymagania normy BS EN ISO 8573-1:2010 dla klasy 1 lub klasy 2 dotyczące wilgotności oraz prowadzić sprawdzoną dokumentację na potrzeby kontroli regulacyjnych. W zakładach produkcji żywności w hrabstwach Yorkshire i Lincolnshire suche sprężone powietrze zapobiega kondensacji wewnątrz przenośników pneumatycznych i znacznie zmniejsza ryzyko rozwoju mikroorganizmów w środowiskach opakowań z bezpośrednim kontaktem.
Nasze osuszacze adsorpcyjne są precyzyjnie dopasowane do tych wymagań. Każda jednostka jest dostępna w wersjach o przepływie od 1 Nm³/min do instalacji o wysokiej wydajności, w tym w instalacjach równoległych z wieloma jednostkami. Może być fabrycznie wyposażona w pakiety wstępnej filtracji na wlocie, przetworniki ciśnieniowego punktu rosy do ciągłego monitorowania w czasie rzeczywistym oraz filtry cząstek stałych za urządzeniem – tworząc w pełni zaprojektowany i gotowy do walidacji system oczyszczania powietrza. Inżynierowie w Wielkiej Brytanii otrzymują pełną dokumentację techniczną podczas odbioru, w tym oświadczenia dotyczące klasyfikacji BS EN ISO 8573-1, co upraszcza ścieżki audytu w regulowanych branżach.
Historia sukcesu klienta
Aerospace Precision Engineering, Leeds — 32% Spadek nieplanowanej konserwacji
Firma z Leeds, specjalizująca się w inżynierii precyzyjnej, dostarczająca komponenty aluminiowe klasy lotniczej, zwróciła się do nas na początku 2023 roku z problemem jakości. Jej dotychczasowy osuszacz chłodniczy stale wytwarzał temperaturę punktu rosy powyżej -10°C, co powodowało mikrokorozję wewnątrz centrów obróbczych CNC i zanieczyszczało emulsje chłodziwa. Wskaźniki braków rosły, a częstotliwość przeglądów przekraczała tolerancję budżetową. Po przeprowadzeniu szczegółowego audytu jakości sprężonego powietrza w hali produkcyjnej, zarekomendowaliśmy osuszacz adsorpcyjny z regeneracją ciepła o wydajności 8 Nm³/min, skonfigurowany z gwarantowaną temperaturą rosy na wylocie -40°C oraz wbudowanym przetwornikiem ciśnienia punktu rosy do ciągłego monitorowania.
Instalacja została ukończona podczas jednego, zaplanowanego weekendowego postoju. W ciągu dwóch miesięcy od uruchomienia, zakład odnotował redukcję nieplanowanych konserwacji maszyn obróbkowych o 32%. Okresy wymiany emulsji chłodzącej wydłużyły się z sześciu do czternastu tygodni, co pozwoliło na zmniejszenie zarówno wydatków na materiały eksploatacyjne, jak i kosztów utylizacji. Dodatek energetyczny w porównaniu z wymianą osuszacza chłodniczego został w całości zrekompensowany w ciągu jedenastu miesięcy – okres zwrotu, który dyrektor ds. utrzymania ruchu określił jako lepszy niż przewidywano. Wynik ten odzwierciedla schemat powtarzalny we wszystkich zakładach w Wielkiej Brytanii: gdy odpowiednia technologia suszenia jest dopasowana do rzeczywistego profilu ryzyka zanieczyszczenia obiektu, koszty inżynieryjne i finansowe są konsekwentnie realizowane.
Co mówią brytyjscy inżynierowie zakładów
„Używaliśmy tego osuszacza adsorpcyjnego nieprzerwanie na naszej linii lakierniczej przez osiemnaście miesięcy bez ani jednego przekroczenia punktu rosy. Odrzucenia jakościowe z powodu wad związanych z wilgocią praktycznie spadły do zera. To naprawdę zmieniło nasz wskaźnik zdawalności za pierwszym razem”.
„Konfiguracja z wbudowanym przetwornikiem punktu rosy zapewniła naszemu zespołowi walidacyjnemu dokumentację niezbędną do audytu GMP. Uruchomienie przebiegło bezproblemowo, a wsparcie techniczne po dostawie znacznie przewyższyło nasze oczekiwania”.
„Konkurencyjna cena, szybka dostawa do naszej siedziby w Yorkshire i po prostu działa. Przeszliśmy z suszarki bezogrzewaniowej zużywającej 121 TP5T mocy sprężarki na to urządzenie pracujące poniżej 51 TP5T. Już same oszczędności energii uzasadniły modernizację w ciągu pierwszego roku”.
Dostosowywanie bezpośrednio do fabryki dla projektów inżynieryjnych w Wielkiej Brytanii
Nasz zakład produkcyjny działa jako dostawca bezpośredni dla brytyjskich projektów inżynieryjnych, eliminując marże pośredników i skracając czas realizacji zarówno standardowych, jak i niestandardowych projektów osuszaczy adsorpcyjnych. Ma to znaczenie, gdy harmonogramy w zakładzie są napięte: projektant w Szkocji, projektujący nową magistralę pierścieniową sprężonego powietrza do pomieszczenia czystego z elektroniką, nie może pozwolić sobie na szesnaście tygodni oczekiwania na standardową jednostkę katalogową, która nie spełnia precyzyjnie wymagań dotyczących przepływu. Konfigurujemy każdy osuszacz adsorpcyjny zgodnie ze specyfikacją — od rozmiarów przyłączy wlotowych i ciśnień znamionowych, po język interfejsu panelu sterowania i integrację z siecią dla systemów monitorowania SCADA.
Możliwości personalizacji obejmują dobór osuszacza i masy wsadu, regulację wydajności grzałki, zastosowanie powierzchni ze stali nierdzewnej stykających się z medium do zastosowań higienicznych lub w atmosferze korozyjnej, obudowy elektryczne z certyfikatem ATEX do instalacji w strefach zagrożonych wybuchem oraz pełną dokumentację UK Conformity Assessed (UKCA). Niezależnie od tego, czy projekt obejmuje pojedynczy kompaktowy osuszacz adsorpcyjny obsługujący mały warsztat w Manchesterze, czy równoległą instalację czterech jednostek dla dużego zakładu petrochemicznego w Teesside, nasz zespół inżynierów angażuje się już na etapie specyfikacji, aby zapewnić, że dostarczony system będzie spełniał warunki umowy od pierwszego dnia — a nie po serii modyfikacji na miejscu. Ten zakres usług personalizacji odróżnia prawdziwego partnera produkcyjnego od dostawcy katalogowego i jest zobowiązaniem, które składamy każdemu brytyjskiemu klientowi.
Często zadawane pytania
Jakiego punktu rosy na wylocie mogę realistycznie oczekiwać w przypadku osuszacza adsorpcyjnego z mikroregeneracją ciepła zainstalowanego w brytyjskim zakładzie farmaceutycznym?
W standardowych warunkach pracy wiarygodna minimalna temperatura punktu rosy wynosi -40°C, a w zależności od warunków na wlocie, doboru adsorbentu i konfiguracji cyklu możliwe jest osiągnięcie temperatury -70°C. W środowiskach farmaceutycznych działających zgodnie z wytycznymi GMP w Wielkiej Brytanii, wraz z osuszaczem adsorpcyjnym rutynowo montowany jest walidowany przetwornik ciśnieniowego punktu rosy, który zapewnia ciągły monitoring danych na potrzeby dokumentacji regulacyjnej i ścieżek audytu.
Ile kosztuje osuszacz adsorpcyjny z regeneracją ciepła dla średniej wielkości fabryki w Anglii i jaki jest typowy okres zwrotu z inwestycji?
Koszty inwestycyjne różnią się w zależności od przepustowości, poziomu dostosowania i pakietów dodatkowych. W przypadku średniej wielkości angielskiej instalacji o zużyciu 6–10 Nm³/min, orientacyjne ceny wahają się od kilku tysięcy do kilkudziesięciu tysięcy funtów, w zależności od specyfikacji — skontaktuj się z nami, aby otrzymać dokładną wycenę dostosowaną do Twoich wymagań. Zwrot z inwestycji (ROI) wynika z redukcji liczby braków produktu, rzadszej konserwacji urządzeń końcowych oraz oszczędności energii dzięki mniejszemu zużyciu powietrza płuczącego. Wielu nabywców w Wielkiej Brytanii deklaruje pełny zwrot z inwestycji w ciągu 12–24 miesięcy od uruchomienia.
Który środek pochłaniający wilgoć powinienem wybrać — tlenek glinu aktywowany czy sito molekularne 13X — do mojego zakładu przetwórstwa żywności w Yorkshire?
Aktywowany tlenek glinu to standardowa rekomendacja dla większości zastosowań w przetwórstwie żywności — niezawodna wydajność do około -40°C PDP, dobra wytrzymałość mechaniczna i niższy koszt na kg. Sito molekularne 13X to doskonały wybór, gdy wymagane są temperatury punktu rosy poniżej -55°C lub gdy oprócz wilgoci konieczne jest usunięcie śladowych ilości dwutlenku węgla. Nasi inżynierowie oceniają Państwa specyficzne wymagania, warunki otoczenia oraz cykl regeneracji podczas wyceny i odpowiednio rekomendują odpowiedni środek osuszający.
Gdzie mogę znaleźć wiarygodnego dostawcę osuszaczy adsorpcyjnych w Wielkiej Brytanii, który oferuje niestandardowe konfiguracje i odpowiednie wsparcie techniczne po dostawie?
Dostarczamy bezpośrednio do brytyjskich nabywców i inżynierów projektów, oferując osuszacze adsorpcyjne budowane na zamówienie z dokumentacją CE i UKCA, szybkie wsparcie techniczne po instalacji oraz dostęp do zapasowych zestawów osuszaczy i zaworów. Skontaktuj się z nami za pomocą przycisku „Uzyskaj wycenę” powyżej — nasi specjaliści ds. sprężonego powietrza mogą przedstawić wstępne specyfikacje i orientacyjne ceny w ciągu jednego dnia roboczego dla większości standardowych konfiguracji, a szczegółowe oferty dla projektów niestandardowych w ciągu trzech do pięciu dni.
Kiedy należy wymienić środek pochłaniający wilgoć w osuszaczu adsorpcyjnym, aby utrzymać wymagane standardy jakości powietrza w regulowanym zakładzie produkcyjnym w Wielkiej Brytanii?
Żywotność osuszacza zależy od jakości powietrza wlotowego, częstotliwości cykli oraz tego, czy osuszacz adsorpcyjny jest prawidłowo dobrany do rzeczywistych potrzeb. W typowych brytyjskich warunkach przemysłowych aktywowany tlenek glinu działa niezawodnie przez trzy do pięciu lat. Ciągły przetwornik punktu rosy na wylocie jest najpraktyczniejszym narzędziem do wykrywania stopniowej degradacji osuszacza w instalacjach regulowanych — stopniowy wzrost ciśnieniowego punktu rosy w ciągu kilku tygodni jest wyraźnym sygnałem konieczności przeglądu lub wymiany, niezależnie od czasu eksploatacji.
W jaki sposób mikroregeneracja ciepła zmniejsza straty sprężonego powietrza w porównaniu z osuszaczami adsorpcyjnymi bez ciepła w brytyjskich środowiskach produkcyjnych?
Osuszacze adsorpcyjne bezogrzewalne wykorzystują technologię suchego przedmuchu o dużej objętości, aby usunąć wilgoć ze zużytego złoża osuszacza – zazwyczaj 12–15% całkowitej mocy sprężarki. Wprowadzenie kontrolowanego ciepła do strumienia przedmuchu zwiększa jego zdolność desorpcyjną, tak że zaledwie 4–6% powietrza procesowego osiąga ten sam rezultat. W przypadku brytyjskiej instalacji o mocy 75 kW kompresor przy stałym średnim koszcie energii elektrycznej wynoszącym 25 pensów/kWh różnica między zużyciem energii w przypadku modeli 15% i 5% oznacza znaczącą oszczędność w okresie dwunastu miesięcy — często przekraczającą 4000 funtów rocznie przy dzisiejszych cenach energii w Wielkiej Brytanii.
Jakie są najważniejsze różnice pomiędzy osuszaczem chłodniczym a osuszaczem adsorpcyjnym stosowanym w kabinach lakierniczych w regionie West Midlands?
Osuszacze chłodnicze zazwyczaj osiągają ciśnieniowy punkt rosy od +3°C do +7°C – odpowiedni dla standardowych narzędzi i cylindrów pneumatycznych, ale całkowicie niewystarczający do lakierowania natryskowego, gdzie wilgoć w powietrzu powoduje wady typu „rybie oko”, słabą przyczepność lakieru i niejednolitość kolorów na elementach nadwozia. Osuszacz adsorpcyjny osiąga temperatury od -40°C do -70°C w punkcie pokrycia, eliminując wilgoć, która jest przyczyną tych wad. W przypadku lakierni samochodowych w West Midlands, podlegającej wymogom jakości wykończenia OEM, specyfikacja osuszacza adsorpcyjnego jest koniecznością inżynieryjną, a nie opcjonalnym ulepszeniem.
Gotowy na ochronę swojej linii produkcyjnej w Wielkiej Brytanii?
Skontaktuj się z naszymi inżynierami sprężonego powietrza. Odpowiemy w ciągu jednego dnia roboczego, udzielimy rzetelnych rekomendacji technicznych i wycenimy dokładnie według Twojej specyfikacji – bez zgadywania, bez ogólnych cen katalogowych.
© Ever Power Industrial | Osuszacz adsorpcyjny z regeneracją mikrociepłową | edytowane przez gzl
[email protected]


