
Beschreibung
Warum britische Hersteller sich für den CMNL-120X entscheiden
Von der Automobilmontage in den West Midlands bis zur pharmazeutischen Verpackung im Südosten Englands beeinflusst die Qualität der Druckluft unmittelbar die Zuverlässigkeit der Produktion, die Lebensdauer der Anlagen und die Einhaltung gesetzlicher Vorschriften. Feuchtigkeitsverunreinigungen in Druckluftleitungen zählen nach wie vor zu den häufigsten – und kostspieligsten – Ursachen für Produktionsausfälle in britischen Fertigungsbetrieben. Der Mikro-Wärme-Regenerations-Adsorptionstrockner CMNL-120X wurde genau für dieses Problem entwickelt und zeichnet sich durch industrielle Präzision und bemerkenswert niedrige Betriebskosten über seine gesamte Lebensdauer aus.
Der Adsorptionstrockner CMNL-120X arbeitet mit einem Zwei-Turm-Wechselzyklus, der eine unterbrechungsfreie Zufuhr trockener Luft gewährleistet – selbst während der Regenerationsphase. Ob Ihr Betrieb im Einschichtbetrieb oder rund um die Uhr läuft, dieser Trockner hält kompromisslos mit. Er erreicht einen Endgas-Taupunkt zwischen −40 °C und −70 °C und erfüllt damit die Anforderungen der ISO 8573-1 Klasse 1 und Klasse 2 hinsichtlich der Feuchtigkeitsreinheit – ein Standard, der in den britischen Beschaffungsrichtlinien für Lebensmittel und Pharmazeutika zunehmend gefordert wird.
Technische Spezifikationen auf einen Blick
Wie der Mikro-Wärme-Regenerationsprozess funktioniert
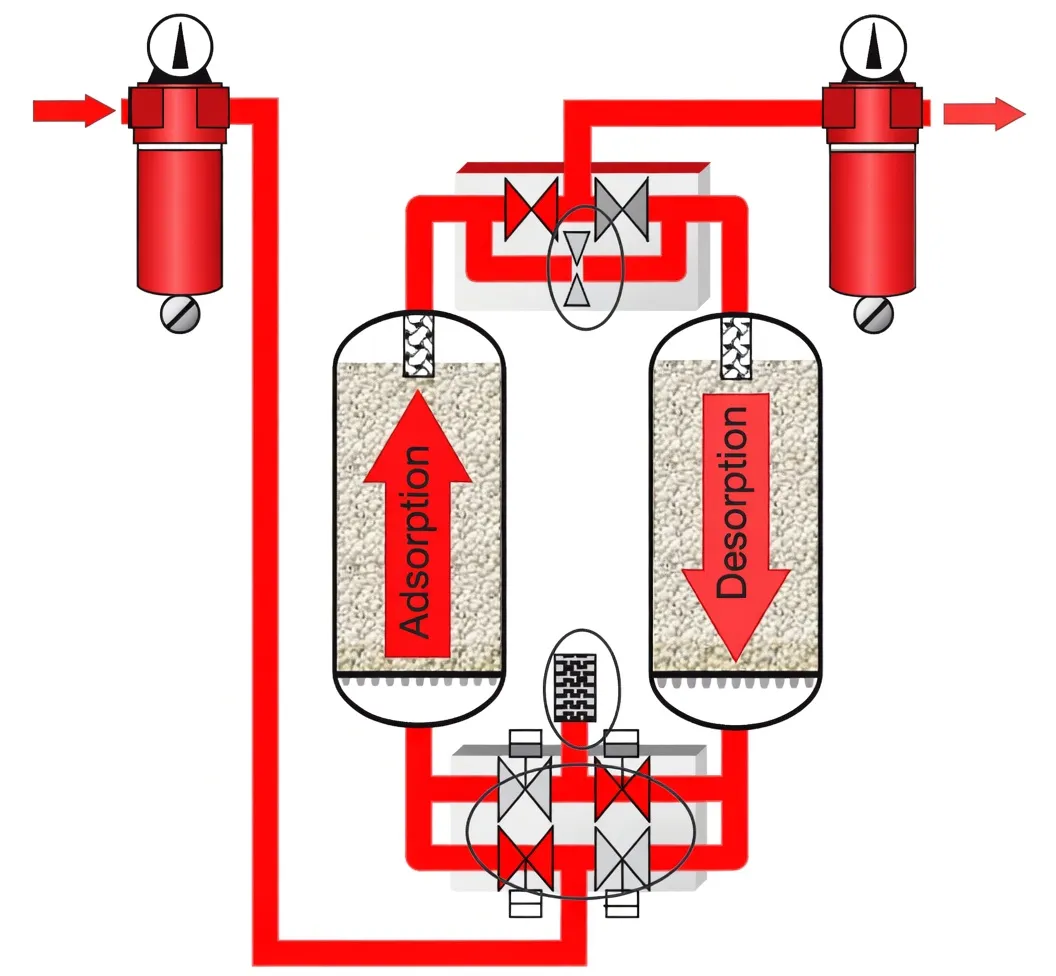
Im Gegensatz zu herkömmlichen, wärmelosen Adsorptionstrocknern, die 15–201 TP5T des Auslassstroms zum Spülen verbrauchen, verfolgt der CMNL-120X einen grundlegend anderen Ansatz. Druckluft strömt in den aktiven Trockenmittelturm – gefüllt mit aktiviertem Aluminiumoxid oder Molekularsieb 13X –, wo sich der Wasserdampf durch physikalische Adsorption an die Oberfläche des Adsorptionsmittels bindet. Die Sättigungsfront wandert allmählich durch das Bett, und der Mikroprozessor-Controller überwacht diesen Fortschritt in Echtzeit.
Wird die Regeneration ausgelöst, erhöht ein kleiner elektrischer Heizkörper die Temperatur des Trockenmittelbetts im abgeschalteten Turm. Diese geringe Wärmezufuhr – typischerweise zwischen 100 °C und 150 °C – reicht aus, um die Adsorptionsbindungen zu lösen und die gebundene Feuchtigkeit zu entfernen. Diese wird anschließend über ein präzise gesteuertes Ablassventil abgeführt. Die Niedertemperatur-Heizstrategie ist der zentrale technische Vorteil: Sie verbraucht gerade so viel Energie, dass Feuchtigkeit desorbiert wird, ohne das Adsorptionsmittel thermisch zu belasten. Dadurch wird die Lebensdauer des Betts im Vergleich zu wärmelosen Alternativen deutlich verlängert.
Sobald der regenerierte Turm abgekühlt ist und sich der Leitungsdruck angeglichen hat, schaltet das System nahtlos um – ohne Unterbrechung der nachgelagerten Luftzufuhr. Das Ergebnis ist ein kontinuierlicher, sauberer und trockener Luftstrom mit einem Drucktaupunkt, der unabhängig von der Umgebungsfeuchtigkeit oder schwankenden Einlassbedingungen zuverlässig innerhalb der Spezifikationen bleibt – ein echter Vorteil im feuchten britischen Klima.
Sechs Gründe, warum britische Ingenieure den CMNL-120X spezifizieren
Ultra-Tiefenfeuchtigkeitsentfernung
Ein Drucktaupunkt bis zu −70 °C schützt empfindliche nachgeschaltete Instrumente, pneumatische Aktuatoren und Prozessleitungen vor Kondensationsschäden – ein entscheidender Faktor in lebensmittel- und elektronikrelevanten Umgebungen, wo selbst Spuren von Feuchtigkeit zu einem sprunghaften Anstieg der Ausschussraten führen.
Reduzierter Energieverbrauch
Da die Regenerationsverluste auf lediglich 4–61 TP5T der Nennleistung reduziert wurden, sind die Energiekosten im Vergleich zu herkömmlichen, nicht beheizten Anlagen deutlich geringer. Für britische Unternehmen, die unter strengen Energiebudgets stehen und Ziele zur CO₂-Reduzierung verfolgen, ist dies ein entscheidender Faktor bei der Bewertung der Gesamtbetriebskosten.
Unterbrechungsfreier Dauerbetrieb
Die Zwei-Turm-Wechselstromkonstruktion gewährleistet, dass Ihre Produktionslinie stets mit trockener Druckluft versorgt wird. Es gibt keine Unterbrechungen, keine manuellen Eingriffe und keine geplanten Ausfallzeiten für die Trockenmittelwartung – der CMNL-120X arbeitet automatisch rund um die Uhr.
Intelligente adaptive Steuerung
Der integrierte Mikroprozessor überwacht kontinuierlich Taupunkt, Einlasstemperatur und Lastbedingungen. Er passt den Schaltzyklus selbstständig zwischen 1 und 4 Stunden an, um unnötige Regenerationsvorgänge zu vermeiden und die Lebensdauer des Adsorptionsmittels bei schwankender saisonaler Nachfrage zu verlängern.
Kompakte, robuste Bauweise
Der CMNL-120X wurde für die unkomplizierte Integration in bestehende Drucklufträume ohne teure Umstrukturierung der Rohrleitungen konzipiert und zeichnet sich durch eine kompakte Bauweise und einen Druckverlust von maximal 0,02 MPa aus – wodurch der Betriebsdruck Ihres Systems problemlos erhalten bleibt.
Branchenweite Konformität
Mit einer Taupunktleistung, die den Anforderungen der ISO 8573-1 entspricht, unterstützt der Trockner die Dokumentationsanforderungen von BRC, FDA und GMP für Lebensmittel- und pharmazeutische Einrichtungen – was zunehmend wichtig wird, da die britischen Exportmärkte die Standards für die Rückverfolgbarkeit der Luftqualität verschärfen.
Branchen, die in ganz Großbritannien bedient werden
Der Adsorptionstrockner CMNL-120X wird in einer Vielzahl von Industriezweigen in England, Schottland und Wales eingesetzt. Jede Anwendung erfordert einen spezifischen Taupunktbereich, eine bestimmte Durchflussrate und einen spezifischen Betriebsdruck – und der anpassbare Schaltzyklus des Geräts macht es zu einem der vielseitigsten Trockner, die britischen Beschaffungsteams derzeit zur Verfügung stehen.
Montage- und Lackierkabinen
BRC-/BRCGS-konform
GMP-Klasse 1 Taupunkt
Leiterplatten und Halbleiter
Weberei- und Färbereilinien
Kundenerfolgsgeschichten
Fallstudie · Midlands, Großbritannien · Lebensmittelverpackung
Halbierung der feuchtigkeitsbedingten Ausfallzeiten in einem Verpackungswerk in Leicester
In einem Werk für die Verpackung von Fertiggerichten in Leicester kam es häufig zu Ventilblockaden und Ausfällen von Magnetventilen, die auf Feuchtigkeitseintritt in das 7-bar-Druckluftnetz zurückzuführen waren. Wartungsberichte aus den 18 Monaten vor der Installation der neuen Geräte verzeichneten 23 ungeplante Stillstände – jeder einzelne verursachte durchschnittliche Kosten von 1.400 £ für Produktionsausfall und Ersatzteile. Nach der Inbetriebnahme zweier parallel betriebener CMNL-120X-Geräte – eines für die Abfüllanlagen und eines für die Etikettier- und Versiegelungsstation – stabilisierte sich der Taupunkt über alle Jahreszeiten hinweg bei −52 °C.
Ergebnis: Seit der Installation vor 14 Monaten gab es keine feuchtigkeitsbedingten Stillstände. Der technische Leiter des Werks merkte an, dass die Filterelemente der Instrumentenluft nun dreimal länger halten als zuvor, wodurch die Ausgaben für Verbrauchsmaterialien um schätzungsweise 6.200 £ pro Jahr gesenkt werden.
❝
Wir haben das CMNL-120X im vergangenen Frühjahr an zwei unserer Standorte in Yorkshire installiert. Die Taupunktkonstanz ist absolut zuverlässig – selbst in den feuchten Monaten. Unser Qualitätsteam kennzeichnet Feuchtigkeit bei unseren Luftzufuhrprüfungen nicht mehr als potenzielles Risiko.
— James Whitmore
Technischer Leiter, Sheffield Precision Components Ltd.
❝
Die Energieeinsparungen im Vergleich zu unserem alten, wärmelosen Trockner waren bereits im ersten Abrechnungszeitraum deutlich spürbar. Wir betreiben einen Reinraum in der pharmazeutischen Industrie, und die Spezifikation eines Taupunkts von −70 °C gibt unserem Validierungsteam die nötige Sicherheit für die fortlaufende Einhaltung der GMP-Richtlinien.
— Dr. Patricia Holt
Facility Manager, Nottingham Pharma Solutions
❝
Die Beratung vor dem Kauf war wirklich hilfreich – unser Lieferant hat uns vor der Bestellung die korrekte Durchflussdimensionierung für die Abfüllanlage unserer schottischen Destillerie erläutert. Die Installation verlief reibungslos, und der automatische Umschaltzyklus hat in 18 Monaten Dauerbetrieb noch nie Probleme verursacht.
— Colin Fraser
Instandhaltungsleiter, Highland Spirits Manufacturing, Inverness
Werkskapazitäten & Produktanpassung
Unsere Produktionsstätte umfasst über 18.000 Quadratmeter speziell ausgestattete Fertigungsfläche mit automatisierter CNC-Bearbeitung, Präzisionsschweißanlagen und eigener Zertifizierung für Druckbehälterprüfungen. Dank unserer über zwanzigjährigen Erfahrung in der Herstellung von Druckluftanlagen verfügen wir über fundiertes technisches Know-how, um kundenspezifische Konfigurationen zu realisieren, die mit Standardlösungen nicht zu erreichen sind.
Für britische Käufer mit spezifischen Anforderungen bietet unser Ingenieurteam umfassende Anpassungsmöglichkeiten hinsichtlich Durchflusskapazität (von 1 Nm³/min bis 200 Nm³/min), Einlassbedingungen, Behältermaterial (Kohlenstoffstahl oder Edelstahl 316L für die Lebensmittel-/Pharmabranche), Integration in die Steuerung (Modbus RTU / 4–20 mA Ausgang), Taupunktüberwachung mit Datenprotokollierung und ATEX-konformen Ausführungen für explosionsgefährdete Bereiche. Alle kundenspezifischen Anlagen sind CE-gekennzeichnet und werden mit einer detaillierten IOM-Dokumentation in englischer Sprache geliefert.
Fordern Sie ein Angebot für eine individuelle Konfiguration an
CMNL-120X im Vergleich zu herkömmlichen Trocknertypen
Häufig gestellte Fragen
Sind Sie bereit, Ihre Druckluftqualität zu verbessern?
Sprechen Sie noch heute mit unseren Anwendungstechnikern – unverbindlich und ohne Verkaufsdruck.
Angebot anfordern · [email protected]
bearbeitet von gzl


