
Descripción
Tratamiento avanzado de aire comprimido • Grado industrial del Reino Unido
Regeneración de microcalor CMNL-100X
Secador de adsorción
Diseñado con precisión para las industrias manufactureras, farmacéuticas, de procesamiento de alimentos y electrónicas del Reino Unido, ofrece puntos de rocío a presión constantes de tan solo -70 °C con una demanda de purga de regeneración de tan solo 4-6%, estableciendo un nuevo estándar en el secado por adsorción energéticamente eficiente.
¿Por qué las industrias del Reino Unido confían en el secador por adsorción CMNL-100X?
 En entornos donde un solo punto porcentual de humedad en las líneas de aire comprimido puede corroer las válvulas neumáticas, dañar lotes farmacéuticos o provocar fallos en los circuitos de ensamblaje de PCB sensibles, la elección de la tecnología de secado es una decisión crítica para la producción. El secador de adsorción con regeneración de microcalor CMNL-100X se desarrolló para abordar este desafío mediante una combinación de la probada física de adsorción de doble torre y un innovador ciclo de regeneración de microcalor que reduce drásticamente los costes operativos en comparación con las alternativas convencionales sin calor. Mientras que los secadores de adsorción estándar sin calor consumen entre 15 y 201 TP5T de salida de aire comprimido únicamente para la regeneración del adsorbente, el CMNL-100X reduce esa cifra a tan solo 4-61 TP5T, lo que se traduce directamente en una menor carga del compresor y facturas de energía más bajas, una prioridad para los operadores de plantas del Reino Unido que se enfrentan a importantes presiones en los costes de servicios públicos.
En entornos donde un solo punto porcentual de humedad en las líneas de aire comprimido puede corroer las válvulas neumáticas, dañar lotes farmacéuticos o provocar fallos en los circuitos de ensamblaje de PCB sensibles, la elección de la tecnología de secado es una decisión crítica para la producción. El secador de adsorción con regeneración de microcalor CMNL-100X se desarrolló para abordar este desafío mediante una combinación de la probada física de adsorción de doble torre y un innovador ciclo de regeneración de microcalor que reduce drásticamente los costes operativos en comparación con las alternativas convencionales sin calor. Mientras que los secadores de adsorción estándar sin calor consumen entre 15 y 201 TP5T de salida de aire comprimido únicamente para la regeneración del adsorbente, el CMNL-100X reduce esa cifra a tan solo 4-61 TP5T, lo que se traduce directamente en una menor carga del compresor y facturas de energía más bajas, una prioridad para los operadores de plantas del Reino Unido que se enfrentan a importantes presiones en los costes de servicios públicos.
Este secador de adsorción, utilizado en diversos sectores, desde la fabricación de componentes aeroespaciales en Sheffield y las salas blancas farmacéuticas en Cambridge hasta las líneas de envasado de alimentos en Leeds y las instalaciones de apoyo a plataformas petrolíferas en Aberdeen, se ha ganado una sólida reputación en todo el Reino Unido por su rendimiento fiable a largo plazo. Su sistema de control basado en microordenador incorpora automatización inteligente para la gestión del ciclo, el seguimiento del punto de rocío y el diagnóstico de fallos, lo que reduce la carga de trabajo de los equipos de mantenimiento y garantiza que cualquier desviación de los parámetros establecidos se detecte mucho antes de que pueda afectar a la calidad de la producción o al cumplimiento de la normativa.
Especificaciones técnicas básicas
La ingeniería detrás del secado por adsorción con regeneración de microcalor
El CMNL-100X funciona con un sistema continuo de dos torres alternas que garantiza un suministro ininterrumpido de aire seco, requisito fundamental en cualquier planta de producción con múltiples turnos o procesos continuos. Cuando el aire comprimido húmedo entra en la Torre A, asciende a través del lecho adsorbente. El material adsorbente, ya sea alúmina activada o tamiz molecular 13X, posee una afinidad excepcionalmente alta por el vapor de agua, capturando las moléculas de humedad del flujo de aire y liberando gas completamente seco aguas abajo. Esta fase de adsorción continúa hasta que el sistema de control integrado determina que el lecho se aproxima a su punto de saturación, momento en el que la válvula de entrada cambia automáticamente a la Torre B, que se encarga del secado sin interrumpir el suministro de aire aguas abajo.
Durante la fase de regeneración, la Torre A recibe un flujo de aire seco, medido con precisión y calentado suavemente por el elemento microcalentador integrado. Este flujo de purga, calentado a baja temperatura, atraviesa el lecho saturado y expulsa la humedad atrapada a través del silenciador de escape. El método de microcalentamiento representa una importante diferencia de ingeniería con respecto a la regeneración sin calor y la regeneración con calor completo: el calor aplicado reduce significativamente el volumen de aire de purga necesario, operando a temperaturas muy inferiores a las de los sistemas de regeneración con calor completo, los cuales pueden acelerar el envejecimiento del adsorbente debido a los ciclos térmicos repetidos a altas temperaturas. El CMNL-100X logra el equilibrio óptimo: utiliza el calor precisamente donde genera mejoras de eficiencia sin comprometer la vida útil del adsorbente.
Tras la fase de purga con calor, un subciclo de enfriamiento devuelve la Torre A a la temperatura ambiente de funcionamiento antes de que vuelva a entrar en servicio. La duración del ciclo de conmutación, ajustable entre una y cuatro horas, puede ser configurada por el técnico de planta a través de la interfaz de control del panel frontal, lo que permite un ajuste preciso en función de las condiciones reales del aire de entrada, que en el Reino Unido pueden variar significativamente entre un verano húmedo en el sur de Inglaterra y un invierno frío y seco en Escocia. Esta adaptabilidad garantiza que el secador de adsorción ofrezca un rendimiento de punto de rocío constante, independientemente de las condiciones estacionales.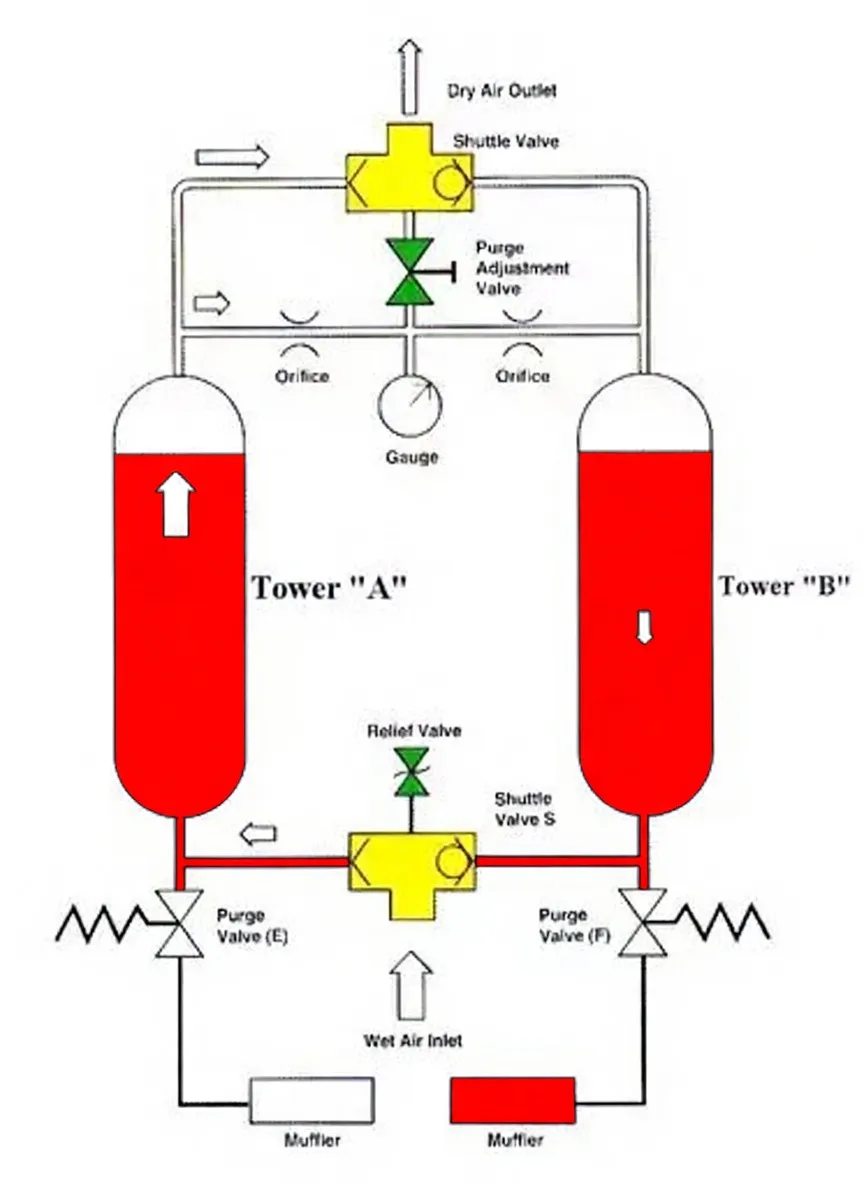
Seis ventajas decisivas sobre los sistemas de secado convencionales.
Rendimiento de punto de rocío ultra profundo
Los puntos de rocío de salida tan bajos como -70 °C superan con creces la capacidad de los secadores frigoríficos. Esto convierte al CMNL-100X en la única opción viable para salas blancas farmacéuticas, entornos de laboratorios de precisión y redes de aire para instrumentación de alta especificación en todo el Reino Unido, donde las normas de calidad del aire no admiten concesiones.
Coste energético significativamente menor
Con un consumo de aire de purga limitado a 4–6% del caudal nominal, el CMNL-100X ofrece un ahorro energético sustancial en comparación con los secadores de adsorción sin calor que funcionan a 15–20% de purga. Para una fábrica del Reino Unido que funciona en dos turnos al día, esta diferencia puede representar miles de libras al año en ahorro de electricidad y compresor Costes de desgaste: un cálculo de retorno de la inversión convincente para la aprobación de gastos de capital.
Salida continua sin interrupciones
El diseño de doble torre implica que un recipiente se encuentra siempre en servicio de adsorción activa mientras el otro se regenera. El suministro de aire seco nunca se interrumpe, independientemente de la fase del ciclo en la que se encuentre el sistema. Este modelo de operación continua se alinea directamente con las filosofías de producción ajustada y sin tiempos de inactividad, ampliamente adoptadas en las instalaciones industriales del Reino Unido.
Control inteligente por microcomputadora
La unidad de control PLC integrada supervisa continuamente la presión de la torre, la duración del ciclo, el funcionamiento del calentador y el estado de las válvulas. El diagnóstico en tiempo real y las notificaciones de fallos reducen la necesidad de mantenimiento correctivo y permiten a los ingenieros de planta del Reino Unido planificar las intervenciones de servicio en función de los programas de producción, en lugar de tener que responder a averías imprevistas durante las operaciones críticas por lotes.
Diseño compacto que optimiza el espacio
El CMNL-100X está diseñado con un tamaño compacto que simplifica su integración en sistemas de aire comprimido existentes. En las plantas de producción del Reino Unido, donde el espacio para maquinaria es muy valioso —especialmente en edificios industriales antiguos reconvertidos, comunes en las Midlands, el noroeste y la zona central de Escocia—, la posibilidad de instalar un secador de adsorción de alto rendimiento sin una reestructuración importante de la planta supone una ventaja práctica y económica.
Vida útil prolongada del adsorbente
Al mantener las temperaturas de regeneración en el rango de microcalentamiento moderado, el CMNL-100X evita la degradación térmica que acorta la vida útil del lecho adsorbente en los sistemas de regeneración de calor completo. Los lechos de alúmina activada suelen ofrecer de 3 a 5 años de servicio fiable en condiciones de funcionamiento adecuadas, lo que reduce la frecuencia y el coste de la sustitución del adsorbente para los departamentos de mantenimiento del Reino Unido que gestionan presupuestos anuales de servicio ajustados.
Aplicaciones industriales en todo el Reino Unido
El secador por adsorción CMNL-100X se utiliza en una amplia gama de sectores industriales del Reino Unido, cada uno con diferentes necesidades de control de humedad y normativas específicas. El denominador común es el mismo: la humedad en el aire comprimido provoca daños, desperdicio y riesgos de incumplimiento. El secado por adsorción con regeneración térmica por microcalor elimina este riesgo con un coste operativo mínimo.
🏭 Fabricación general
Las cabinas de pintura, las celdas de soldadura robótica, las herramientas neumáticas y las líneas de montaje de precisión dependen del aire comprimido seco para prevenir la corrosión, la contaminación y las fallas de los componentes. El CMNL-100X es ampliamente utilizado por subcontratistas de ingeniería del Reino Unido y proveedores de primer nivel de la industria automotriz y aeroespacial como su principal solución de tratamiento de aire.
🍽️ Procesamiento de alimentos y bebidas
Las normas BRC Global Standard y los códigos de buenas prácticas de BFFF exigen que el aire comprimido en contacto con alimentos esté seco, limpio y libre de microorganismos viables. Las líneas de aire húmedo son una vía bien documentada para la entrada de microorganismos en la producción de alimentos. El CMNL-100X proporciona el rendimiento de punto de rocío bajo cero que los fabricantes de alimentos del Reino Unido necesitan para proteger la integridad del producto y mantener registros de calidad del aire comprimido listos para auditoría.
💉 Farmacéutica y biotecnología
Las directrices del Anexo 1 de las GMP y de la MHRA aplicables a los fabricantes farmacéuticos del Reino Unido imponen requisitos estrictos a la calidad del aire de instrumentación y del aire respirable. La capacidad del CMNL-100X para proporcionar puntos de rocío de -70 °C de forma constante lo convierte en una base que cumple con la normativa para el recubrimiento de comprimidos, la liofilización, las líneas de llenado y los entornos de procesamiento aséptico en instalaciones desde Cheshire hasta la zona central de Escocia.
💻 Electrónica y semiconductores
Los procesos de soldadura de placas de circuito impreso, la manipulación de componentes sensibles a la descarga electrostática (ESD) y los entornos de salas blancas en las plantas de ensamblaje de productos electrónicos y encapsulado de semiconductores del Reino Unido requieren aire comprimido con control de humedad. Incluso breves variaciones de humedad pueden provocar oxidación superficial, formación de puentes de soldadura o degradación de los componentes. El secador por adsorción CMNL-100X elimina este riesgo gracias a un control fiable y preciso del punto de rocío.
CMNL-100X frente a tecnologías de secado alternativas
Resultados comprobados en operaciones industriales en el Reino Unido.
Resultados verificados por fabricantes británicos que confían en el CMNL-100X a diario.
Ingeniería de precisión Thornfield Ltd.
Sheffield, Yorkshire del Sur • Componentes aeroespaciales y de defensa
“La humedad en nuestras líneas neumáticas provocaba que las válvulas se atascaran y elevaba nuestra tasa de rechazo en carcasas de aluminio mecanizadas por encima de 3,51 TP5T. Durante el primer trimestre de producción tras la instalación del CMNL-100X, los rechazos se redujeron a menos de 0,41 TP5T. La estabilidad del punto de rocío durante los inviernos de Yorkshire ha sido excepcional. El ahorro energético con respecto a nuestro antiguo secador de adsorción sin calentamiento se refleja claramente en las facturas de servicios públicos.”
James Hartley — Jefe de Ingeniería de Producción
Soluciones Farmacéuticas Meridian Ltd.
Cambridge, este de Inglaterra • Fabricación farmacéutica
Nuestro equipo de auditoría de Buenas Prácticas de Fabricación (BPF) exigió que el punto de rocío de la presión del aire de los instrumentos no superara los -40 °C en toda la planta en todo momento. El CMNL-100X cumple con este requisito de forma rutinaria y, con frecuencia, alcanza los -55 °C en condiciones normales. El sistema de diagnóstico integrado transformó nuestro programa de mantenimiento: ahora programamos las visitas de servicio en función de la liberación de lotes, en lugar de reaccionar ante fallos.
Dra. Sarah Whitmore — Gerente de Control de Calidad del Sitio
Northgate Fine Foods Ltd
Leeds, West Yorkshire • Procesamiento y envasado de alimentos
Durante una auditoría anual, los auditores de BRC detectaron niveles elevados de humedad en nuestro aire comprimido. Evaluamos a tres proveedores de secadores de adsorción antes de elegir el CMNL-100X por sus datos de consumo energético y sus opciones de personalización. Seis meses después, superamos la reauditoría de BRC con una calificación A. Desde su puesta en marcha, no hemos tenido ni una sola incidencia no programada relacionada con la calidad del aire.
Michael Baxter — Gerente de Servicios Públicos y Mantenimiento
Nuestra capacidad de fabricación y servicios de personalización de productos
Con más de 18 años de experiencia especializada en ingeniería de tratamiento de aire comprimido, nuestra planta de fabricación opera bajo rigurosos controles de calidad y suministra secadores de adsorción a clientes industriales en el Reino Unido, Europa y mercados internacionales. Cada unidad CMNL-100X que sale de nuestra fábrica incluye un informe completo de pruebas de aceptación en fábrica, una declaración de conformidad CE y registros de calibración con trazabilidad a las normas nacionales; documentación que cumple con los requisitos de auditoría de los marcos de cumplimiento farmacéutico, de seguridad alimentaria y aeroespacial del Reino Unido.
La personalización profunda de productos es una de las principales fortalezas de nuestra operación. Nuestro equipo de ingeniería de aplicaciones trabaja en estrecha colaboración con los departamentos de compras e ingeniería de planta del Reino Unido para desarrollar configuraciones de secadores de adsorción que se ajusten con precisión a los requisitos de cada planta, incluso cuando estos no se ajustan a las especificaciones estándar del catálogo. Las opciones de fabricación a medida incluyen capacidades de flujo no estándar, desde pequeñas unidades de laboratorio hasta grandes instalaciones industriales multilínea; configuraciones especiales de bridas de entrada y salida para adaptarse a las tuberías existentes; paneles de control con certificación ATEX Zona 1 y Zona 2 para aplicaciones en áreas peligrosas de plantas químicas y petroquímicas; recipientes internos de acero inoxidable para instalaciones higiénicas de grado alimentario y farmacéutico; paquetes integrados de prefiltración y postfiltración; módulos de telemetría remota e integración SCADA; y configuraciones de adsorbentes de doble medio para abordar problemas específicos de impurezas en gases. Si sus requisitos de proceso van más allá de la gama de productos estándar, nuestro equipo de ingeniería está a su disposición.
Caudales personalizados
Configurado según los requisitos exactos del sitio en Nm³/min
Opciones con clasificación ATEX
Paneles de control certificados para Zona 1/Zona 2 disponibles
Construcciones de grado higiénico
Interiores de acero inoxidable para aplicaciones alimentarias y farmacéuticas.
Monitoreo remoto
Paquetes opcionales de integración de datos SCADA/BMS
Sistemas montados sobre patines
Sistemas integrados de filtración y secado en un solo bastidor.
Preguntas frecuentes
Preguntas frecuentes de ingenieros de planta, gerentes de compras y equipos de mantenimiento del Reino Unido.
Elimine los problemas de humedad en su sistema de aire comprimido.
Nuestros ingenieros de aplicaciones están listos para ayudar a las empresas del Reino Unido a seleccionar, especificar y poner en marcha el secador de adsorción con regeneración de microcalor adecuado para sus requisitos de proceso específicos. Garantizamos una respuesta con presupuesto detallado en un plazo de un día hábil.
✉ Contacta con nuestro equipo de ingeniería de ventas en el Reino Unido.
Editado por gzl


