
Descrizione
Perché i produttori del Regno Unito scelgono il CMNL-120X
In settori che spaziano dall'assemblaggio automobilistico nelle West Midlands al confezionamento farmaceutico nel Sud-Est, la qualità dell'aria compressa influisce direttamente sull'affidabilità della produzione, sulla durata delle apparecchiature e sulla conformità normativa. La contaminazione da umidità nelle linee di aria compressa rimane una delle cause più comuni e costose di fermi di produzione negli stabilimenti manifatturieri del Regno Unito. L'essiccatore ad adsorbimento a micro-rigenerazione di calore CMNL-120X è stato progettato per risolvere proprio questo problema con precisione di livello industriale e un costo totale di proprietà straordinariamente basso durante il suo ciclo di vita.
L'essiccatore ad adsorbimento CMNL-120X funziona con un ciclo alternato a doppia torre che garantisce un'erogazione ininterrotta di aria secca, anche durante la fase di rigenerazione. Che il vostro impianto operi su un solo turno o 24 ore su 24, 7 giorni su 7, questo essiccatore mantiene il ritmo senza compromessi. Raggiunge un punto di rugiada del gas finale compreso tra -40 °C e -70 °C, posizionandosi saldamente nella classe di purezza dell'umidità ISO 8573-1 Classe 1 e Classe 2, uno standard sempre più richiesto dalle specifiche di approvvigionamento per il settore alimentare e farmaceutico del Regno Unito.
Specifiche tecniche in sintesi
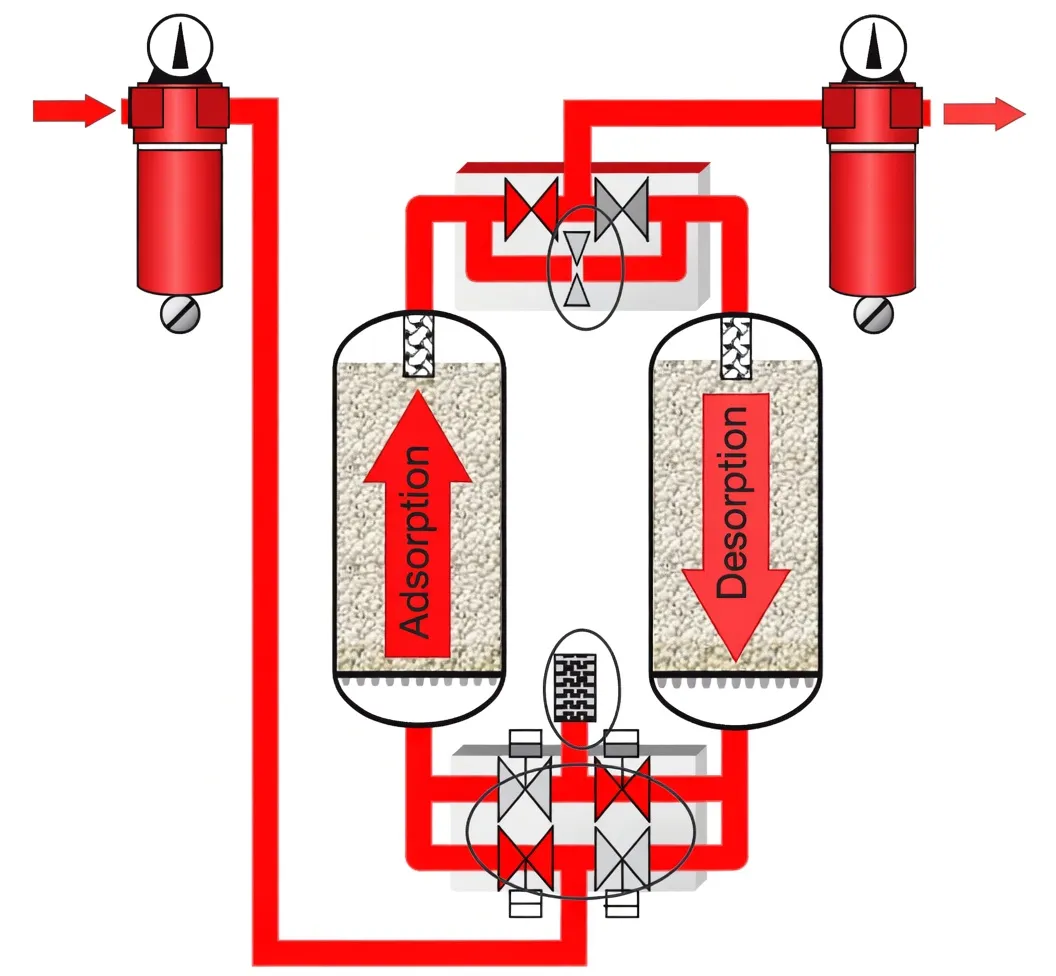
Come funziona il processo di rigenerazione del micro-calore
A differenza dei tradizionali essiccatori ad adsorbimento senza calore che consumano 15-20% del flusso in uscita per lo spurgo, il CMNL-120X adotta un approccio fondamentalmente diverso. L'aria compressa entra nella torre di essiccante attivo, riempita con allumina attivata o setaccio molecolare 13X, dove il vapore acqueo si lega alla superficie dell'adsorbente tramite adsorbimento fisico. Il fronte di saturazione si sposta gradualmente verso il basso lungo il letto e il controllore a microprocessore monitora questo progresso in tempo reale.
Quando viene attivata la rigenerazione, un piccolo riscaldatore elettrico innalza delicatamente la temperatura del letto di essiccante della torre offline. Questo apporto di micro-calore, in genere compreso tra 100 °C e 150 °C, è sufficiente a rompere il legame di adsorbimento e a eliminare l'umidità trattenuta, che viene poi espulsa attraverso una valvola di scarico temporizzata con precisione. La strategia di riscaldamento a bassa temperatura è l'intuizione ingegneristica fondamentale: consuma solo l'energia sufficiente a desorbire l'umidità senza stressare termicamente il materiale adsorbente, prolungando considerevolmente la durata del letto rispetto alle alternative senza riscaldamento.
Una volta che la torre rigenerata si è raffreddata e ha raggiunto la pressione di linea, il sistema commuta automaticamente, senza alcuna interruzione nell'erogazione dell'aria a valle. Il risultato è un flusso d'aria continuo, pulito e asciutto, con un punto di rugiada in pressione che si mantiene costantemente entro i limiti specificati, indipendentemente dall'umidità ambientale o dalle fluttuazioni delle condizioni di ingresso: un vantaggio concreto nel clima umido britannico.
Sei motivi per cui gli ingegneri del Regno Unito scelgono il CMNL-120X
Rimozione dell'umidità ultra-profonda
Un punto di rugiada in pressione fino a -70 °C protegge strumenti a valle sensibili, attuatori pneumatici e linee di processo dai danni causati dalla condensa, un aspetto fondamentale negli ambienti alimentari ed elettronici dove anche una minima traccia di umidità provoca un'impennata dei tassi di scarto.
Riduzione del consumo energetico
Grazie alla riduzione delle perdite dovute alla rigenerazione a soli 4-6% della capacità nominale, i costi energetici risultano drasticamente inferiori rispetto ai tradizionali impianti senza riscaldamento. Per le aziende del Regno Unito, che operano con budget energetici ristretti e obiettivi di riduzione delle emissioni di carbonio, questo è un fattore decisivo nella valutazione del costo totale di proprietà.
Funzionamento continuo senza interruzioni
Il design a doppia torre alternata garantisce che la linea di produzione riceva sempre aria compressa secca. Non ci sono pause, né interventi manuali, né tempi di inattività programmati per la manutenzione del deumidificatore: il CMNL-120X funziona automaticamente 24 ore su 24.
Controllo adattivo intelligente
Il microprocessore integrato monitora costantemente il punto di rugiada, la temperatura di ingresso e le condizioni di carico. Regola automaticamente il ciclo di commutazione tra 1 e 4 ore, prevenendo rigenerazioni non necessarie e preservando la durata dell'adsorbente in presenza di una domanda stagionale variabile.
Struttura compatta e robusta
Progettato per una facile integrazione nelle sale di aria compressa esistenti senza costose modifiche alle tubazioni, il CMNL-120X ha un ingombro ridotto e una perdita di pressione non superiore a 0,02 MPa, preservando così con facilità la pressione di esercizio del sistema.
Ampia conformità di settore
Grazie alle prestazioni del punto di rugiada conformi ai requisiti della norma ISO 8573-1, l'essiccatore soddisfa i requisiti di documentazione BRC, FDA e GMP per gli impianti del settore alimentare e farmaceutico, aspetto sempre più importante dato che i mercati di esportazione del Regno Unito stanno inasprendo gli standard di tracciabilità della qualità dell'aria.
Settori serviti nel Regno Unito
L'essiccatore ad adsorbimento CMNL-120X è impiegato in una vasta gamma di settori industriali in Inghilterra, Scozia e Galles. Ogni applicazione richiede uno specifico intervallo di punto di rugiada, portata e pressione di esercizio, e il ciclo di commutazione regolabile dell'unità la rende uno degli essiccatori più versatili oggi disponibili per i team di approvvigionamento del Regno Unito.
Cabine di assemblaggio e verniciatura
Conforme agli standard BRC/BRCGS
punto di rugiada GMP Classe 1
PCB e semiconduttori
Linee di tessitura e tintura
Casi di successo dei clienti
CASO DI STUDIO · MIDLANDS, REGNO UNITO · IMBALLAGGIO ALIMENTARE
Dimezzare i tempi di inattività dovuti all'umidità in uno stabilimento di confezionamento a Leicester.
Un impianto di confezionamento di pasti pronti a Leicester riscontrava frequenti blocchi delle valvole e guasti alle elettrovalvole, attribuiti all'infiltrazione di umidità nella rete di aria compressa a 7 bar. I registri di manutenzione dei 18 mesi precedenti all'installazione mostravano 23 arresti non programmati, ognuno dei quali costava in media 1.400 sterline in termini di perdita di produzione e ricambi. Dopo la messa in funzione di due unità CMNL-120X in parallelo, una a servizio delle linee di riempimento e una dedicata alla stazione di etichettatura e sigillatura, il punto di rugiada si è stabilizzato a -52 °C durante i cambiamenti stagionali.
Risultato: Nessun arresto dovuto all'umidità nei 14 mesi successivi all'installazione. Il responsabile tecnico dell'impianto ha osservato che gli elementi filtranti dell'aria per la strumentazione ora durano tre volte di più rispetto a prima, riducendo la spesa per i materiali di consumo di circa 6.200 sterline all'anno.
❝
Abbiamo installato il CMNL-120X in due delle nostre sedi nello Yorkshire la scorsa primavera. La costanza del punto di rugiada è stata impeccabile, anche durante i mesi più umidi. Il nostro team di controllo qualità non segnala più l'umidità come rischio di non conformità durante le verifiche dell'aria compressa.
— James Whitmore
Direttore tecnico, Sheffield Precision Components Ltd.
❝
Rispetto al nostro vecchio essiccatore senza riscaldamento, il risparmio energetico è stato evidente già dal primo ciclo di fatturazione. Operiamo in un ambiente di camera bianca farmaceutica e la specifica del punto di rugiada di -70 °C offre al nostro team di validazione la sicurezza necessaria per la conformità continua alle norme GMP.
— Dott.ssa Patricia Holt
Responsabile delle strutture, Nottingham Pharma Solutions
❝
L'assistenza pre-vendita è stata davvero utile: il nostro fornitore ci ha guidato nella scelta del corretto dimensionamento della portata per la linea di imbottigliamento della nostra distilleria scozzese prima dell'ordine. L'installazione è stata semplice e il ciclo di commutazione automatica non ha mai dato problemi in 18 mesi di funzionamento continuo.
— Colin Fraser
Responsabile della manutenzione, Highland Spirits Manufacturing, Inverness
Capacità produttive e personalizzazione del prodotto
Il nostro stabilimento di produzione si estende su oltre 18.000 metri quadrati di spazio dedicato, dotato di macchine a controllo numerico automatizzate, postazioni di saldatura di precisione e certificazione interna per i test dei recipienti a pressione. Con oltre vent'anni di esperienza nella produzione di apparecchiature per aria compressa, abbiamo sviluppato una profonda conoscenza tecnica per supportare configurazioni personalizzate che le soluzioni standard semplicemente non possono eguagliare.
Per gli acquirenti del Regno Unito con esigenze specifiche, il nostro team di ingegneri offre una personalizzazione completa in termini di capacità di flusso (da 1 Nm³/min a 200 Nm³/min), condizioni di ingresso, materiale del recipiente (acciaio al carbonio o acciaio inossidabile 316L per applicazioni alimentari/farmaceutiche), integrazione con il pannello di controllo (Modbus RTU / uscita 4–20 mA), monitoraggio del punto di rugiada con registrazione dati e configurazioni con certificazione ATEX per l'utilizzo in aree a rischio di esplosione. Tutte le unità personalizzate sono dotate di marcatura CE completa e vengono fornite con documentazione IOM dettagliata in inglese.
Richiedi un preventivo per una configurazione personalizzata
CMNL-120X a confronto con i tipi di asciugatrice tradizionali
Domande frequenti
Pronti a migliorare la qualità della vostra aria compressa?
Parla oggi stesso con i nostri ingegneri applicativi: senza impegno e senza pressioni commerciali.
Richiedi un preventivo · [email protected]
modifica a cura di gzl


