
Descrizione
Trattamento avanzato dell'aria compressa • Grado industriale britannico
Rigenerazione del micro-calore CMNL-100X
Essiccatore ad adsorbimento
Progettato con precisione per le industrie manifatturiere, farmaceutiche, alimentari ed elettroniche del Regno Unito, questo sistema garantisce punti di rugiada a pressione costanti fino a -70 °C con una richiesta di spurgo per la rigenerazione di soli 4-6%, stabilendo un nuovo standard nell'essiccazione ad adsorbimento a basso consumo energetico.
Perché le industrie del Regno Unito si affidano all'essiccatore ad adsorbimento CMNL-100X
 In ambienti in cui anche solo un punto percentuale di umidità nelle linee di aria compressa può corrodere le valvole pneumatiche, compromettere i lotti farmaceutici o causare guasti ai circuiti su schede PCB sensibili, la scelta della tecnologia di essiccazione è una decisione cruciale per la produzione. L'essiccatore ad adsorbimento a micro-rigenerazione termica CMNL-100X è stato sviluppato per affrontare questa sfida, combinando la comprovata fisica dell'adsorbimento a doppia torre con un innovativo ciclo di micro-rigenerazione termica che riduce drasticamente i costi operativi rispetto alle alternative convenzionali senza riscaldamento. Mentre i tradizionali essiccatori ad adsorbimento senza riscaldamento consumano da 15 a 201 TP5T di aria compressa esclusivamente per la rigenerazione dell'adsorbente, il CMNL-100X riduce tale valore a soli 4-61 TP5T, traducendosi direttamente in un carico del compressore inferiore e in bollette energetiche più basse, una priorità per gli operatori di impianti nel Regno Unito che devono affrontare significative pressioni sui costi delle utenze.
In ambienti in cui anche solo un punto percentuale di umidità nelle linee di aria compressa può corrodere le valvole pneumatiche, compromettere i lotti farmaceutici o causare guasti ai circuiti su schede PCB sensibili, la scelta della tecnologia di essiccazione è una decisione cruciale per la produzione. L'essiccatore ad adsorbimento a micro-rigenerazione termica CMNL-100X è stato sviluppato per affrontare questa sfida, combinando la comprovata fisica dell'adsorbimento a doppia torre con un innovativo ciclo di micro-rigenerazione termica che riduce drasticamente i costi operativi rispetto alle alternative convenzionali senza riscaldamento. Mentre i tradizionali essiccatori ad adsorbimento senza riscaldamento consumano da 15 a 201 TP5T di aria compressa esclusivamente per la rigenerazione dell'adsorbente, il CMNL-100X riduce tale valore a soli 4-61 TP5T, traducendosi direttamente in un carico del compressore inferiore e in bollette energetiche più basse, una priorità per gli operatori di impianti nel Regno Unito che devono affrontare significative pressioni sui costi delle utenze.
Utilizzato in svariati settori, dalla produzione di componenti aerospaziali a Sheffield e nelle camere bianche farmaceutiche di Cambridge, alle linee di confezionamento alimentare a Leeds e agli impianti di supporto offshore ad Aberdeen, questo essiccatore ad adsorbimento si è guadagnato un'ottima reputazione in tutto il Regno Unito per le sue prestazioni affidabili a lungo termine. Il suo sistema di controllo basato su microcomputer automatizza in modo intelligente la gestione del ciclo, il monitoraggio del punto di rugiada e la diagnostica dei guasti, riducendo il carico di lavoro dei team di manutenzione e garantendo che qualsiasi deviazione dai parametri impostati venga segnalata con largo anticipo rispetto alla possibilità di compromettere la qualità della produzione o la conformità normativa.
Specifiche tecniche principali
L'ingegneria alla base dell'essiccazione ad adsorbimento con rigenerazione a microcalore
Il CMNL-100X funziona secondo un principio di funzionamento continuo a due torri alternate che garantisce un'erogazione ininterrotta di aria secca, requisito fondamentale in qualsiasi impianto di produzione che operi su più turni o in processi continui. Quando l'aria compressa umida entra nella Torre A, passa verso l'alto attraverso il letto adsorbente. Il materiale adsorbente, allumina attivata o setaccio molecolare 13X, ha un'affinità eccezionalmente elevata per il vapore acqueo, catturando le molecole di umidità dal flusso d'aria e rilasciando gas profondamente essiccato a valle. Questa fase di adsorbimento continua fino a quando il sistema di controllo integrato non rileva che il letto si sta avvicinando al suo punto di saturazione, momento in cui la valvola di ingresso commuta automaticamente sulla Torre B, che subentra nel processo di essiccazione senza alcuna interruzione dell'erogazione d'aria a valle.
Durante la fase di rigenerazione, la Torre A riceve un flusso dosato con precisione di aria già essiccata, delicatamente riscaldata dall'elemento riscaldante a micro-resistenza integrato nell'unità. Questo flusso di spurgo riscaldato a bassa temperatura attraversa il letto saturo e trasporta l'umidità intrappolata all'esterno attraverso il silenziatore di scarico. L'approccio a micro-riscaldamento rappresenta un'importante differenza ingegneristica rispetto sia alla rigenerazione senza riscaldamento che a quella a riscaldamento completo: il calore applicato riduce significativamente il volume di aria di spurgo necessario, operando a temperature ben inferiori a quelle riscontrate nei sistemi di rigenerazione a riscaldamento completo, che possono accelerare l'invecchiamento dell'adsorbente attraverso ripetuti cicli termici ad alta temperatura. Il CMNL-100X raggiunge l'equilibrio ottimale, utilizzando il calore esattamente dove genera un aumento di efficienza senza compromettere la durata dell'adsorbente.
Dopo la fase di spurgo a caldo, un sottociclo di raffreddamento riporta la Torre A alla temperatura ambiente di esercizio prima che rientri in servizio. La durata del ciclo di commutazione, regolabile tra una e quattro ore, può essere configurata dal tecnico in loco tramite l'interfaccia di controllo sul pannello frontale, consentendo una messa a punto precisa in base alle effettive condizioni dell'aria in ingresso, che nel Regno Unito possono variare significativamente tra un'estate umida nel sud dell'Inghilterra e un inverno freddo e secco in Scozia. Questa adattabilità garantisce che l'essiccatore ad adsorbimento fornisca costantemente le prestazioni del punto di rugiada desiderate, indipendentemente dalle condizioni stagionali.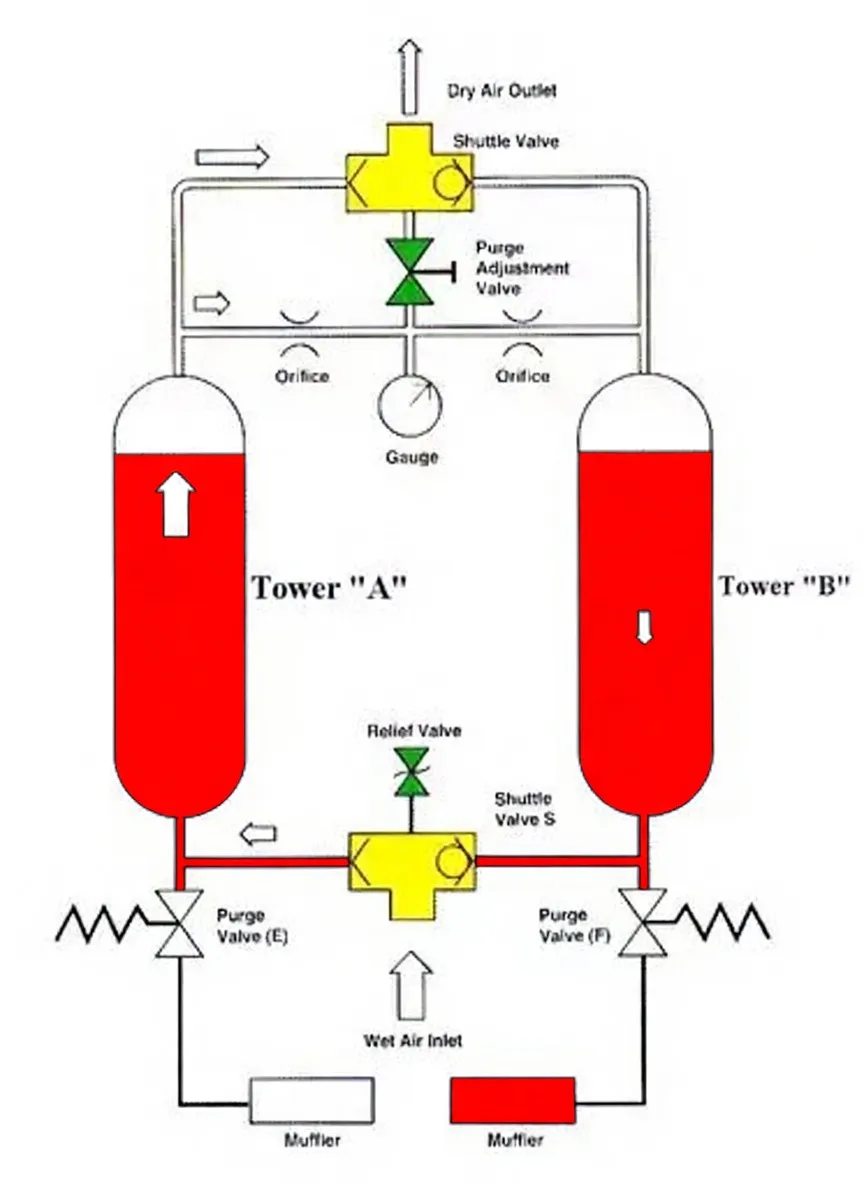
Sei vantaggi decisivi rispetto ai sistemi di essiccazione convenzionali
Prestazioni con punto di rugiada estremamente elevato
Punti di rugiada in uscita fino a -70 °C sono ben oltre le capacità degli essiccatori a refrigerazione. Questo rende il CMNL-100X l'unica scelta valida per camere bianche farmaceutiche, ambienti di laboratorio di precisione e reti di aria compressa per strumenti ad alta specifica operanti in tutto il Regno Unito, dove gli standard di qualità dell'aria non ammettono compromessi.
Costi energetici significativamente inferiori
Con un consumo di aria di spurgo limitato a 4–6% di portata nominale, il CMNL-100X offre un notevole risparmio energetico rispetto agli essiccatori ad adsorbimento senza calore che funzionano a 15–20% di spurgo. Per una fabbrica del Regno Unito che opera su due turni al giorno, questa differenza può rappresentare migliaia di sterline all'anno in elettricità ridotta e compressore Costi di usura: un calcolo convincente del ritorno sull'investimento per l'approvazione delle spese in conto capitale.
Uscita continua senza interruzioni
La configurazione a doppia torre fa sì che un recipiente sia sempre in servizio attivo di adsorbimento mentre l'altro si rigenera. L'erogazione di aria secca non viene mai interrotta, indipendentemente dalla fase del ciclo in cui si trova il sistema. Questo modello di funzionamento continuo si allinea perfettamente con le filosofie di produzione snella e a zero tempi di inattività ampiamente adottate negli impianti industriali del Regno Unito.
Controllo intelligente tramite microprocessore
L'unità di controllo PLC integrata monitora costantemente la pressione della torre, la temporizzazione del ciclo, il funzionamento del riscaldatore e lo stato delle valvole. La diagnostica in tempo reale e le notifiche di guasto riducono la dipendenza dalla manutenzione reattiva e consentono ai tecnici degli impianti del Regno Unito di pianificare gli interventi di assistenza in base ai programmi di produzione, anziché dover rispondere a guasti imprevisti durante le operazioni di lotto critiche.
Layout compatto e salvaspazio
Il CMNL-100X è progettato con un ingombro fisico compatto che semplifica l'integrazione nei sistemi di aria compressa esistenti. Negli impianti di produzione del Regno Unito, dove lo spazio a disposizione per le macchine è limitato, in particolare nei vecchi edifici industriali riconvertiti, comuni nelle Midlands, nel Nord Ovest e nella fascia centrale scozzese, la possibilità di installare un essiccatore ad adsorbimento ad alte prestazioni senza una riorganizzazione sostanziale dell'impianto rappresenta un vantaggio sia pratico che economico.
Durata di servizio prolungata dell'adsorbente
Mantenendo le temperature di rigenerazione nell'intervallo di micro-riscaldamento moderato, il CMNL-100X evita la degradazione termica che riduce la durata del letto adsorbente nei sistemi di rigenerazione a calore pieno. I letti di allumina attivata offrono in genere 3-5 anni di servizio affidabile in condizioni operative adeguate, riducendo la frequenza e il costo delle sostituzioni dell'adsorbente per i reparti di manutenzione del Regno Unito che gestiscono budget di manutenzione annuali limitati.
Applicazioni industriali in tutto il Regno Unito
L'essiccatore ad adsorbimento CMNL-100X serve un'ampia gamma di settori industriali del Regno Unito, ognuno dei quali presenta diverse esigenze di controllo dell'umidità e contesti normativi. Il filo conduttore è sempre lo stesso: l'umidità nell'aria compressa causa danni, sprechi e rischi di non conformità. L'essiccazione ad adsorbimento con rigenerazione a microcalore elimina tale rischio a costi operativi minimi.
🏭 Produzione generale
Cabine di verniciatura a spruzzo, celle di saldatura robotizzate, utensili pneumatici e linee di assemblaggio di precisione dipendono tutte dall'aria compressa secca per prevenire corrosione, contaminazione e guasti ai componenti. Il CMNL-100X è ampiamente utilizzato da subappaltatori di ingegneria e fornitori di primo livello del settore automobilistico e aerospaziale nel Regno Unito come soluzione principale per il trattamento dell'aria.
🍽️ Lavorazione di alimenti e bevande
Lo standard globale BRC e i codici di condotta BFFF richiedono che l'aria compressa a contatto con gli alimenti sia asciutta, pulita e priva di microrganismi vitali. Le linee di aria umida rappresentano una via ben documentata per la contaminazione microbica nella produzione alimentare. Il CMNL-100X offre le prestazioni a punto di rugiada sotto zero di cui i produttori alimentari del Regno Unito hanno bisogno per proteggere l'integrità del prodotto e mantenere registri di qualità dell'aria compressa pronti per le verifiche.
💉 Farmaceutico e biotecnologico
L'allegato 1 delle GMP e le linee guida MHRA applicabili ai produttori farmaceutici del Regno Unito impongono requisiti rigorosi sulla qualità dell'aria per strumentazione e dell'aria respirabile. La capacità del CMNL-100X di fornire costantemente punti di rugiada di -70 °C lo rende una base conforme per le linee di rivestimento delle compresse, liofilizzazione, riempimento e per gli ambienti di lavorazione asettica in stabilimenti che vanno dal Cheshire alla zona centrale della Scozia.
💻 Elettronica e semiconduttori
I processi di saldatura dei PCB, la manipolazione di componenti sensibili alle scariche elettrostatiche e gli ambienti a camera bianca degli impianti di assemblaggio elettronico e confezionamento di semiconduttori nel Regno Unito richiedono aria compressa a umidità controllata. Anche brevi variazioni di umidità possono causare ossidazione superficiale, ponti di saldatura o degrado dei componenti. L'essiccatore ad adsorbimento CMNL-100X elimina questo rischio grazie a un controllo affidabile e preciso del punto di rugiada.
CMNL-100X a confronto con tecnologie di essiccazione alternative
Risultati comprovati da operazioni industriali nel Regno Unito
Risultati verificati da produttori britannici che si affidano quotidianamente al CMNL-100X.
Thornfield Precision Engineering Ltd
Sheffield, South Yorkshire • Componenti aerospaziali e della difesa
“L'umidità nelle nostre linee pneumatiche causava il bloccaggio delle valvole e portava il tasso di scarto degli alloggiamenti in alluminio lavorato a oltre 3,5%. Nel primo trimestre di produzione successivo all'installazione del CMNL-100X, gli scarti sono scesi a meno di 0,4%. La stabilità del punto di rugiada durante gli inverni dello Yorkshire è stata eccezionale. Il risparmio energetico rispetto al nostro vecchio essiccatore ad adsorbimento senza riscaldamento è tangibile nelle bollette.”
James Hartley — Responsabile dell'ingegneria di produzione
Meridian Pharma Solutions Ltd
Cambridge, Inghilterra orientale • Produzione farmaceutica
“Il nostro team di audit GMP richiedeva che il punto di rugiada dell'aria compressa per gli strumenti non superasse mai i -40 °C in tutto lo stabilimento. Il CMNL-100X soddisfa regolarmente questo requisito e spesso raggiunge i -55 °C in condizioni normali. La diagnostica integrata ha rivoluzionato il nostro programma di manutenzione: ora pianifichiamo gli interventi di assistenza in base al rilascio dei lotti, anziché intervenire solo in caso di guasti.”
Dott.ssa Sarah Whitmore — Responsabile della Garanzia della Qualità del Sito
Northgate Fine Foods Ltd
Leeds, West Yorkshire • Trasformazione e confezionamento alimentare
"Durante un audit annuale, i revisori BRC hanno segnalato i nostri livelli di umidità dell'aria compressa. Abbiamo valutato tre fornitori di essiccatori ad adsorbimento prima di scegliere il CMNL-100X per i suoi dati energetici e le opzioni di personalizzazione. Sei mesi dopo, abbiamo superato il nostro secondo audit BRC con un risultato di Grado A. Da quando è stato messo in funzione, non abbiamo avuto un solo intervento non programmato relativo alla qualità dell'aria."
Michael Baxter — Responsabile Servizi e Manutenzione
Le nostre capacità produttive e i servizi di personalizzazione del prodotto
Con oltre 18 anni di esperienza specializzata nell'ingegneria del trattamento dell'aria compressa, il nostro stabilimento di produzione opera secondo rigorosi controlli di qualità e fornisce essiccatori ad adsorbimento a clienti industriali nel Regno Unito, in Europa e nei mercati globali. Ogni unità CMNL-100X spedita dal nostro stabilimento è accompagnata da un rapporto completo di collaudo in fabbrica, dichiarazione di conformità CE e registri di calibrazione riconducibili agli standard nazionali: una documentazione che soddisfa i requisiti di audit dei quadri normativi britannici in materia di sicurezza farmaceutica, alimentare e aerospaziale.
La personalizzazione approfondita dei prodotti è uno dei punti di forza della nostra attività. Il nostro team di ingegneri applicativi collabora a stretto contatto con gli uffici acquisti e di ingegneria impiantistica del Regno Unito per sviluppare configurazioni di essiccatori ad adsorbimento che si adattino perfettamente alle esigenze del sito, anche al di fuori delle specifiche standard di catalogo. Le opzioni di personalizzazione includono portate non standard, che vanno dalle piccole unità da laboratorio ai grandi impianti industriali multi-linea, configurazioni speciali di flange di ingresso e uscita per adattarsi alle tubazioni esistenti, pannelli di controllo con classificazione ATEX Zona 1 e Zona 2 per applicazioni in aree a rischio di esplosione in siti chimici e petrolchimici, componenti interni in acciaio inossidabile per installazioni igieniche di grado alimentare e farmaceutico, pacchetti skid integrati di pre-filtrazione e post-filtrazione, moduli di telemetria remota e integrazione SCADA e configurazioni di adsorbenti a doppio mezzo per specifiche problematiche relative alle impurità gassose. Se le vostre esigenze di processo vanno oltre la gamma di prodotti standard, il nostro team di ingegneri è a vostra disposizione.
Portate personalizzate
Configurato per soddisfare con precisione i requisiti del sito in Nm³/min.
Opzioni con classificazione ATEX
Disponibili quadri di controllo certificati per la Zona 1 e la Zona 2.
Costruzioni di livello igienico
Interni in acciaio inossidabile per applicazioni alimentari e farmaceutiche
Monitoraggio remoto
Pacchetti opzionali di integrazione dati SCADA/BMS
Sistemi montati su skid
Sistemi integrati di filtrazione e deumidificazione su un unico telaio.
Domande frequenti
Domande frequenti poste da ingegneri impiantisti, responsabili degli acquisti e team di manutenzione nel Regno Unito.
Elimina i problemi di umidità nel tuo sistema di aria compressa
I nostri ingegneri applicativi sono pronti ad assistere le aziende del Regno Unito nella selezione, specifica e messa in funzione dell'essiccatore ad adsorbimento a micro-rigenerazione termica più adatto alle loro specifiche esigenze di processo. Garantiamo una risposta con preventivo dettagliato entro un giorno lavorativo.
✉ Contatta il nostro team di ingegneri commerciali nel Regno Unito
modifica a cura di gzl


