
Descripción
¿Por qué los fabricantes del Reino Unido eligen el CMNL-120X?
En sectores que van desde el ensamblaje de automóviles en West Midlands hasta el envasado farmacéutico en el sureste, la calidad del aire comprimido afecta directamente la fiabilidad de la producción, la vida útil de los equipos y el cumplimiento normativo. La contaminación por humedad en las líneas de aire comprimido sigue siendo una de las causas más comunes —y costosas— de paradas de producción en las plantas de fabricación del Reino Unido. El secador de adsorción con regeneración de microcalor CMNL-120X se diseñó para resolver precisamente este problema con precisión industrial y un coste total de propiedad extraordinariamente bajo durante su vida útil.
El secador de adsorción CMNL-120X funciona mediante un ciclo alterno de doble torre que garantiza un suministro ininterrumpido de aire seco, incluso durante la fase de regeneración. Tanto si su planta opera en un solo turno como las 24 horas del día, los 7 días de la semana, este secador mantiene el ritmo sin comprometer la eficiencia. Alcanza un punto de rocío del gas final entre -40 °C y -70 °C, lo que lo sitúa firmemente dentro de la categoría de pureza de humedad ISO 8573-1 Clase 1 y Clase 2, un estándar cada vez más exigido por las especificaciones de adquisición de productos farmacéuticos y alimentarios del Reino Unido.
Especificaciones técnicas de un vistazo
Cómo funciona el proceso de regeneración por microcalor
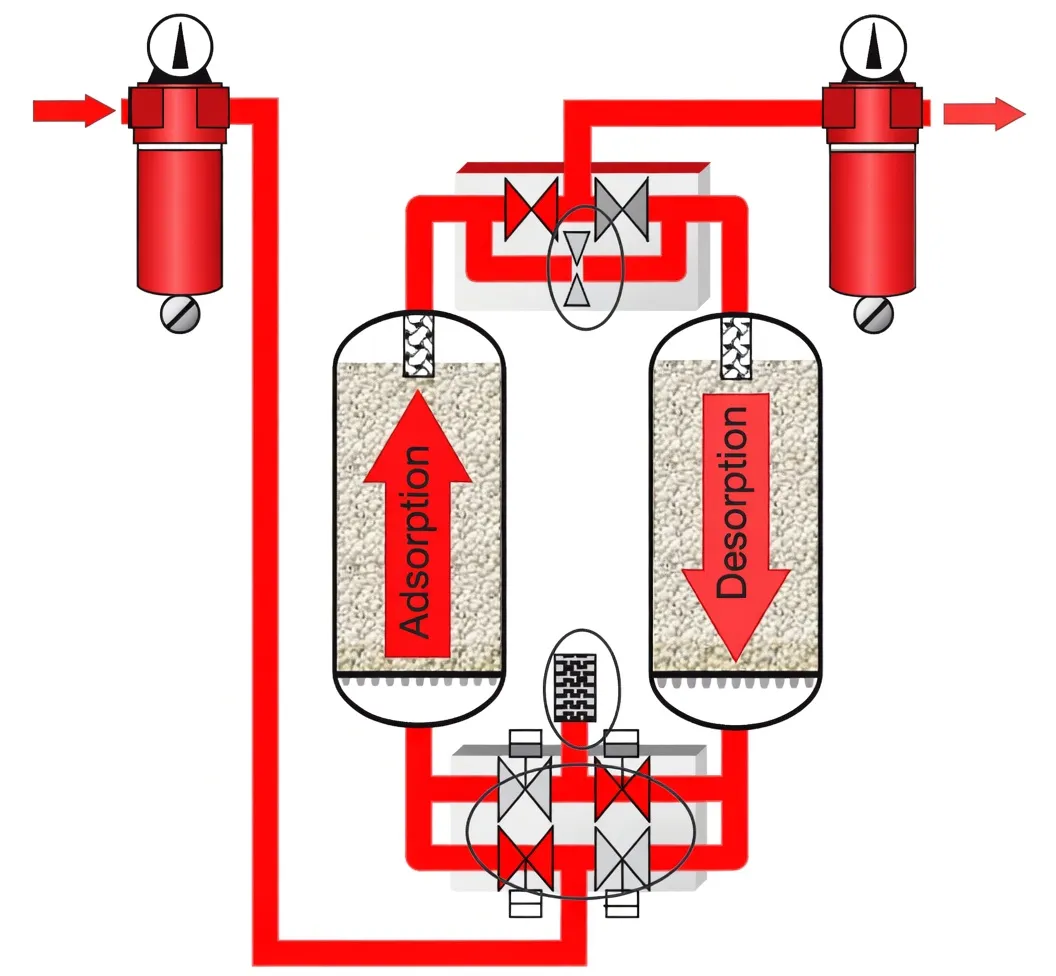
A diferencia de los secadores de adsorción convencionales sin calentamiento, que consumen entre 15 y 20 TP5T del flujo de salida para la purga, el CMNL-120X adopta un enfoque fundamentalmente diferente. El aire comprimido entra en la torre desecante activa —rellena de alúmina activada o tamiz molecular 13X— donde el vapor de agua se une a la superficie del adsorbente mediante adsorción física. El frente de saturación se desplaza gradualmente a lo largo del lecho, y el controlador por microprocesador monitoriza este progreso en tiempo real.
Cuando se activa la regeneración, un pequeño calentador eléctrico eleva suavemente la temperatura del lecho desecante de la torre fuera de servicio. Este aporte de calor mínimo —normalmente entre 100 °C y 150 °C— es suficiente para romper el enlace de adsorción y eliminar la humedad retenida, que luego se ventila a través de una válvula de purga de precisión. La estrategia de calentamiento a baja temperatura es la clave de su diseño: consume la energía justa para desorber la humedad sin someter el medio adsorbente a un estrés térmico, lo que prolonga considerablemente la vida útil del lecho en comparación con las alternativas sin calentamiento.
Una vez que la torre regenerada se ha enfriado y su presión se ha igualado a la de la red, el sistema se activa de forma imperceptible, sin interrupción alguna en el suministro de aire. El resultado es un flujo de aire continuo, limpio y seco, con un punto de rocío que se mantiene dentro de las especificaciones, independientemente de la humedad ambiental o las fluctuaciones en las condiciones de entrada. Esto supone una ventaja real en el clima húmedo británico.
Seis razones por las que los ingenieros del Reino Unido especifican el CMNL-120X
Eliminación de humedad ultra profunda
Un punto de rocío a presión de hasta -70 °C protege los instrumentos sensibles posteriores, los actuadores neumáticos y las líneas de proceso de los daños causados por la condensación, algo fundamental en entornos alimentarios y electrónicos donde incluso trazas de humedad provocan un aumento drástico en las tasas de rechazo.
Consumo energético reducido
Al reducirse las pérdidas por purga de regeneración a tan solo 4–6% de la capacidad nominal, los costes energéticos son considerablemente inferiores en comparación con los diseños tradicionales sin calefacción. Para las empresas del Reino Unido que operan con presupuestos energéticos ajustados y objetivos de reducción de emisiones de carbono, este es un factor decisivo a la hora de evaluar el coste total de propiedad.
Operación continua sin interrupciones
El diseño de doble torre alternada garantiza que su línea de producción reciba siempre aire comprimido seco. No hay pausas, ni intervención manual, ni tiempo de inactividad programado para el mantenimiento del desecante: el CMNL-120X funciona automáticamente las 24 horas del día.
Control adaptativo inteligente
El microprocesador integrado de un solo chip supervisa continuamente el punto de rocío, la temperatura de entrada y las condiciones de carga. Ajusta automáticamente el ciclo de conmutación entre 1 y 4 horas, evitando regeneraciones innecesarias y protegiendo la vida útil del adsorbente ante la variabilidad de la demanda estacional.
Diseño compacto y robusto.
Diseñado para una integración sencilla en salas de aire comprimido existentes sin necesidad de costosas reconfiguraciones de tuberías, el CMNL-120X tiene un tamaño compacto y una pérdida de presión de no más de 0,02 MPa, lo que permite preservar fácilmente la presión de funcionamiento del sistema.
Cumplimiento en toda la industria
Con un rendimiento de punto de rocío que cumple con los requisitos de la norma ISO 8573-1, el secador satisface las necesidades de documentación BRC, FDA y GMP para instalaciones farmacéuticas y de calidad alimentaria, algo cada vez más importante a medida que los mercados de exportación del Reino Unido endurecen los estándares de trazabilidad de la calidad del aire.
Sectores a los que prestamos servicio en todo el Reino Unido.
El secador de adsorción CMNL-120X se utiliza en una amplia variedad de sectores industriales en Inglaterra, Escocia y Gales. Cada aplicación requiere un rango específico de punto de rocío, caudal y presión de funcionamiento, y su ciclo de conmutación ajustable lo convierte en uno de los secadores más versátiles disponibles actualmente para los equipos de compras del Reino Unido.
Cabinas de montaje y pintura
Cumple con las normas BRC/BRCGS.
Punto de rocío GMP Clase 1
PCB y semiconductores
Líneas de tejido y teñido
Casos de éxito de clientes
ESTUDIO DE CASO · MIDLANDS, REINO UNIDO · ENVASES DE ALIMENTOS
Reduciendo a la mitad el tiempo de inactividad relacionado con la humedad en una planta de envasado de Leicester.
Una planta de envasado de comidas preparadas en Leicester sufría frecuentes atascos de válvulas y fallos en solenoides debido a la entrada de humedad en su red de aire comprimido de 7 bares. Los registros de mantenimiento de los 18 meses anteriores a la instalación mostraron 23 paradas no planificadas, cada una con un coste medio de 1400 £ en pérdidas de producción y piezas. Tras la puesta en marcha de dos unidades CMNL-120X en paralelo —una para las líneas de llenado y otra dedicada a la estación de etiquetado y sellado—, el punto de rocío se estabilizó en -52 °C durante los cambios estacionales.
Resultado: En los 14 meses transcurridos desde la instalación, no se han registrado paradas relacionadas con la humedad. El director de ingeniería de la planta señaló que los filtros de aire para instrumentación ahora duran tres veces más que antes, lo que reduce el gasto en consumibles en aproximadamente 6200 libras esterlinas al año.
❝
Instalamos el CMNL-120X en dos de nuestras instalaciones de Yorkshire la primavera pasada. La consistencia del punto de rocío ha sido impecable, incluso durante los meses húmedos. Nuestro equipo de calidad ya no considera la humedad como un riesgo de incumplimiento en nuestras auditorías de suministro de aire.
— James Whitmore
Director de Ingeniería, Sheffield Precision Components Ltd.
❝
El ahorro energético, en comparación con nuestra antigua secadora sin calefacción, fue notable desde el primer ciclo de facturación. Operamos en un entorno de sala limpia farmacéutica, y la especificación de punto de rocío de -70 °C brinda a nuestro equipo de validación la confianza necesaria para el cumplimiento continuo de las Buenas Prácticas de Fabricación (BPF).
— Dra. Patricia Holt
Gerente de instalaciones, Nottingham Pharma Solutions
❝
El servicio de asistencia previa a la venta fue realmente útil: nuestro proveedor nos explicó detalladamente el tamaño adecuado del caudal para la línea de embotellado de nuestra destilería escocesa antes de realizar el pedido. La instalación fue sencilla y el ciclo de conmutación automática no ha dado ningún problema en 18 meses de funcionamiento continuo.
— Colin Fraser
Supervisor de mantenimiento, Highland Spirits Manufacturing, Inverness
Capacidades de fábrica y personalización de productos
Nuestra planta de fabricación cuenta con más de 18 000 metros cuadrados de espacio de producción dedicado, equipado con maquinaria CNC automatizada, estaciones de soldadura de precisión y certificación interna para pruebas de recipientes a presión. Con más de dos décadas de experiencia en la fabricación de equipos de aire comprimido, hemos desarrollado un profundo conocimiento técnico para ofrecer configuraciones a medida que las soluciones estándar no pueden igualar.
Para compradores del Reino Unido con requisitos específicos, nuestro equipo de ingeniería ofrece personalización completa en cuanto a capacidad de flujo (de 1 Nm³/min a 200 Nm³/min), condiciones de entrada, material del recipiente (acero al carbono o acero inoxidable 316L para la industria alimentaria/farmacéutica), integración del panel de control (Modbus RTU / salida de 4–20 mA), monitorización del punto de rocío con registro de datos y configuraciones con certificación ATEX para uso en áreas peligrosas. Todas las unidades personalizadas cuentan con el marcado CE completo y se suministran con documentación IOM detallada en inglés.
Solicite un presupuesto para una configuración personalizada.
CMNL-120X frente a los tipos de secadoras tradicionales
Preguntas frecuentes
¿Listo para mejorar la calidad de su aire comprimido?
Hable hoy mismo con nuestros ingenieros de aplicaciones; sin compromiso ni presiones comerciales.
Solicita un presupuesto · [email protected]
Editado por gzl


