
Vastaus 4 arkitunnin kuluessa · Isossa-Britanniassa toimivat asiakkuuspäälliköt
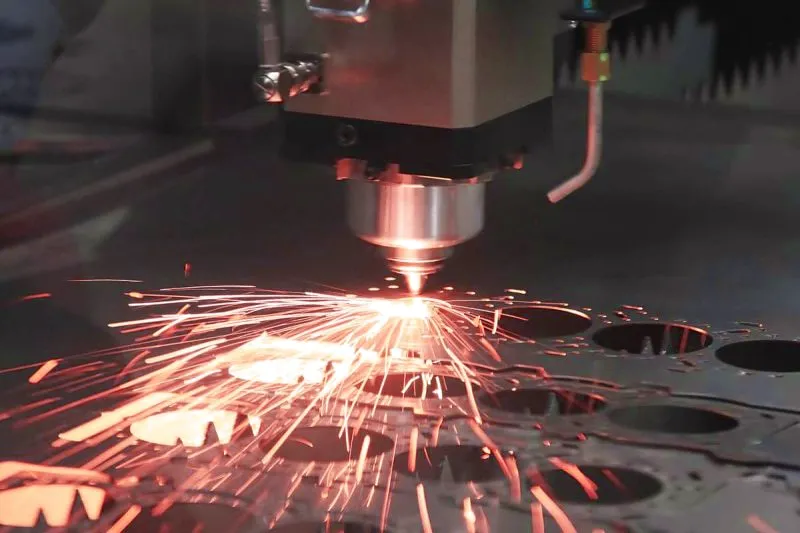
 Laserleikkaus on mullistanut brittiläisen valmistusteollisuuden. Levymetallin valmistajat West Midlandsissa, ilmailualan alihankkijat Bristolin lähellä ja autoteollisuuden puristustyöspesialistit Yorkshiressä käyttävät kaikki kuitulaserjärjestelmiä, jotka pystyvät leikkaamaan 25 mm:n paksuista pehmeää terästä äärimmäisen tarkasti. Silti hämmästyttävän moni näistä laitoksista on edelleen liittänyt koneensa tavallisiin öljyvoideltuihin ruuvikompressoreihin, jotka on erotettu leikkauspäästä vain yksinkertaisella linjasuodattimella. Tämä järjestely saattaa läpäistä satunnaisen tarkastuksen, mutta se ei leikkaa.
Laserleikkaus on mullistanut brittiläisen valmistusteollisuuden. Levymetallin valmistajat West Midlandsissa, ilmailualan alihankkijat Bristolin lähellä ja autoteollisuuden puristustyöspesialistit Yorkshiressä käyttävät kaikki kuitulaserjärjestelmiä, jotka pystyvät leikkaamaan 25 mm:n paksuista pehmeää terästä äärimmäisen tarkasti. Silti hämmästyttävän moni näistä laitoksista on edelleen liittänyt koneensa tavallisiin öljyvoideltuihin ruuvikompressoreihin, jotka on erotettu leikkauspäästä vain yksinkertaisella linjasuodattimella. Tämä järjestely saattaa läpäistä satunnaisen tarkastuksen, mutta se ei leikkaa.
Fysiikka on suoraviivaista. Laserleikkurin apukaasu – tässä yhteydessä paineilma – suorittaa suuttimen kärjessä kolme samanaikaista tehtävää: se puhaltaa sulaa materiaalia ja kuonaa pois leikkuurasta, jäähdyttää lämpövaikutusvyöhykettä (HAZ) ja suojaa optisia komponentteja roiskeilta. Kun ilmassa on jopa 0,01 mg/m³ jäännösöljyä, öljy palaa joutuessaan kosketuksiin plasmapilven kanssa ja muodostaa hiilipitoisen kalvon leikatulle reunalle. Ruostumattomasta teräksestä tai alumiinista värjäytyminen on näkyvissä paljaalla silmällä. Tarkkuusilmailu- ja avaruusteollisuuden aihioissa se tarkoittaa koko osan romuttamista.
Juuri tästä syystä johtavat CNC-laserlaitteiden valmistajat – mukaan lukien Han's Laser ja Hymson Laser – suosittelevat asennusoppaissaan öljyttömiä ruuvikompressoreita lisälaitteiksi. Heidän viittaamansa standardi on ISO 8573-1 luokka 0: nolla havaittavaa öljypitoisuutta. Ever Powerin öljyttömät ruuvikompressorit on suunniteltu tämän spesifikaation mukaisesti, ja tässä artikkelissa selitetään yksityiskohtaisesti, miksi sillä on merkitystä, miten teknologia saavuttaa sen ja miltä todelliset tuotantotiedot näyttävät tyypillisessä Ison-Britannian valmistusympäristössä.
Miksi öljytön kompressori ei ole ehdoton kriteeri laserleikkauksessa
Sahausaukon puhtaus
Apuilman öljyhöyry reagoi laserplasman kanssa yli 3 000 °C:n lämpötilassa. Tuloksena oleva hiiltynyt jäännös tarttuu leikkauspintaan, jolloin pinnan karheus ylittää rutiininomaisesti Ra 3,2 μm:n – kaksinkertainen arvo verrattuna useimpien Ison-Britannian markkinoiden tarkkuuslevytöiden hyväksyttävään kynnysarvoon.
Optisen linssin pitkäikäisyys
Öljykontaminaatio ei pysy työkappaleessa. Sumutetut pisarat kulkeutuvat ylävirtaan ja laskeutuvat tarkennuslinssille ja suojaikkunalle. Yksikin öljykalvon muodostuminen voi tuhota 400–900 punnan hintaisen linssikasetin ja pysäyttää tuotantolinjan tuntikausiksi – täysin vältettävissä oleva kustannus, kun ilmansyöttö on aidosti öljytöntä.
Sääntelyjen noudattaminen
Isossa-Britanniassa elintarvikelaatuisten ja lääkinnällisten laitteiden valmistajien on osoitettava paineilman puhtaus standardin BS EN ISO 8573 mukaisesti. Öljyttömän ruuvikompressorin käyttö poistaa kalliiden öljynpoistosuodattimien tarpeen ja yksinkertaistaa vaatimustenmukaisuuden dokumentointia asiakastarkastusten aikana – käytännön etu, jota hankintapäälliköt yhä enemmän korostavat.
Alumiinin ja ruostumattoman teräksen eheys
Ei-rautametalliseokset ja ruostumattomat seokset ovat erityisen herkkiä. 304- ja 316-ruostumattoman teräksen kromioksidikerros vaurioituu korkeissa lämpötiloissa hiilivetykontaminaation vaikutuksesta, mikä johtaa ominaiseen kultaiseen tai siniseen lämpösävyyn. Harjattuja ruostumattomia verhouspaneeleita valitsevat arkkitehdit ja lääkinnällisten laitteiden valmistajat eivät yksinkertaisesti voi hyväksyä tätä – eikä heidän tarvitsekaan hyväksyä luokan 0 öljyttömän yksikön kanssa.
Kuinka öljytön ruuvikompressori todella toimii
 Perinteinen ruuvikompressori käyttää öljyä kolmeen tarkoitukseen: roottorin kosketusalueen voiteluun, uros- ja naarasroottorin välisen välyksen tiivistämiseen ja paineilman jäähdyttämiseen. Kun öljy poistetaan, tarvitaan tekninen ratkaisu kaikkiin näihin kolmeen toimintoon samanaikaisesti.
Perinteinen ruuvikompressori käyttää öljyä kolmeen tarkoitukseen: roottorin kosketusalueen voiteluun, uros- ja naarasroottorin välisen välyksen tiivistämiseen ja paineilman jäähdyttämiseen. Kun öljy poistetaan, tarvitaan tekninen ratkaisu kaikkiin näihin kolmeen toimintoon samanaikaisesti.
Ever Powerin öljyttömät ruuviyksiköt saavuttavat tämän tarkkuushiottujen PTFE-päällystettyjen roottoriprofiilien avulla, jotka on valmistettu ±3 μm:n toleranssien sisällä. Pinnoite muodostaa kuivan voiteluaineen kerroksen, jonka kitkakerroin on noin 0,04 – riittävän alhainen jatkuvaan käyttöön ilman nestemäistä voitelua. Omissa suljetuissa koteloissaan eristetyt roottorin ajoituspyörät ovat ainoat voideltavat komponentit, ja niiden öljypiiri on kokonaan erotettu puristusilmakanavasta kolminkertaisilla labyrinttitiivisteillä. Välijäähdytys ja jälkijäähdytys saavutetaan alumiinisten levylämmönvaihtimien avulla, jotka pitävät poistoilman lämpötilat turvallisissa rajoissa ilman, että öljyn terminen massa toimii puskurina. Tuloksena on puristusilmareitti, joka ei fyysisesti kykene saastuttamaan poistoilmaa öljyllä.
Keskeiset materiaalivalinnat
Suorituskyky ja tekniset tiedot
| Malli | Moottorin teho (kW) | Vapaa ilman toimitus (m³/min) | Käyttöpaine (bar) | Melutaso dB(A) | Öljypitoisuus | Mitat (mm) |
|---|---|---|---|---|---|---|
| EP-OF-7.5 | 7.5 | 0,85–1,10 | 7 / 8 / 10 | 62 | Luokka 0 | 900 × 620 × 850 |
| EP-OF-11 | 11 | 1.30–1.60 | 7 / 8 / 10 | 64 | Luokka 0 | 1050 × 720 × 950 |
| EP-OF-15 | 15 | 1,80–2,20 | 7 / 8 / 10 | 65 | Luokka 0 | 1250 × 800 × 1050 |
| EP-OF-22 | 22 | 2,80–3,30 | 7 / 8 / 10 | 66 | Luokka 0 | 1400 × 900 × 1150 |
| EP-OF-30 | 30 | 3,80–4,50 | 7 / 8 / 10 | 68 | Luokka 0 | 1600 × 1050 × 1280 |
| EP-OF-45 | 45 | 5,50–6,80 | 7 / 8 / 10 | 70 | Luokka 0 | 1900 × 1200 × 1450 |
Kaikki mallit on sertifioitu standardin ISO 8573-1:2010 luokan 0 mukaisesti. Ilmanvaihtovirta (FAD) mitattuna standardin ISO 1217 liitteen C mukaisesti. Mukautetut painekonfiguraatiot saatavilla pyynnöstä.
Missä öljyttömät ruuvikompressorit loistavat laserleikkauksessa
Aidosti öljyttömän ilmakompressorin tarve on erityisen tärkeä useissa materiaaliluokissa ja loppukäyttösektoreissa, joita brittiläiset valmistajat palvelevat päivittäin. Kunkin erityisvaatimusten ymmärtäminen auttaa hankintainsinöörejä määrittämään oikean yksikön ensimmäisellä kerralla sen sijaan, että lisäsuodattimia asennettaisiin jälkikäteen laatuongelmien ilmettyä tuotantovaiheessa.
Ruostumattoman teräksen valmistus
Tarjoiluvälineissä, lääkesäiliöissä ja arkkitehtonisissa paneeleissa käytettävät 304- ja 316-ruostumattomat teräkset edellyttävät korroosiottoman ja esteettisesti puhtaan leikkauspinnan. Öljykontaminaatio leikkausraossa häiritsee passiivista kromioksidikerrosta ja luo paikallisia korroosion alkamiskohtia. Öljytön paineilma poistaa tämän kokonaan ja tuottaa leikkausreunat, jotka täyttävät standardin BS EN 10088 pintavaatimukset ilman toissijaista puhdistusta.
Ilmailualan alumiiniprofiilit
Bristolin ja Lounais-Englannin käytävällä toimivat ilmailualan alihankkijat, jotka leikkaavat 2024-T3- ja 7075-T6-alumiinia, kohtaavat tiukat hiilivetyjen saastumisrajat AS9100-laatustandardien mukaisesti. Öljyttömän ruuvikompressorin käyttö leikkausapukaasun lähteenä poistaa hiilivetyjen jäämien saastumisriskin liimauspinnoilla – tämä on kriittinen vaatimus, kun kiinnikkeet ja paneelit siirtyvät suoraan liimaus- tai anodisointiprosesseihin.
Lääkinnällisten laitteiden komponentit
Isossa-Britanniassa puhdastilojen viereisissä tiloissa leikattujen kirurgisten instrumenttien aihioiden ja implanttilaatuisten titaani- ja koboltti-kromikomponenttien on oltava ISO 13485 -jäljitettävyysvaatimusten alaisia. Kaikki prosessikulutusaineet – myös leikkauskaasu – on dokumentoitava ja valvottava. Luokan 0 mukaisesti sertifioitu öljytön ruuvikompressori tarjoaa yksinkertaisimman vaatimustenmukaisuustavan, sillä yksi testisertifikaatti kattaa kaikki sääntelyviranomaisten toimittamien tietojen ilmanpuhtausvaatimukset.
Autoteollisuuden puristustyöt
Sähköautojen akkualustojen komponentit ja valkoiset aihiot, jotka on leikattu lujista teräslajeista, kuten DP800 ja MS1500, vaativat yhdenmukaisen uran geometrian puristusprosessissa. Apuilman öljykontaminaation aiheuttama epätasainen leikkauslaatu johtaa suoraan aihion reunan geometrian vaihteluun, mikä vaikuttaa muovaustyökalun käyttöikään ja lisää hylkytuotantoa. Öljytön paineilma tarjoaa prosessin vakauden, jota Tier 1- ja Tier 2 -autoteollisuuden toimittajat vaativat IATF 16949 -laatujärjestelmien mukaisesti.
Kuusi etua, jotka erottavat öljyttömät yksikkömme muista
Kaksivaiheinen välijäähdytetty puristus
Kaksivaiheinen puristus ja välijäähdytys ilmalla pitävät jokaisen puristusvaiheen optimaalisella termodynaamisella hyötysuhteella, mikä vähentää ominaisenergiankulutusta 12–18% verrattuna yksivaiheisiin öljyttömiin malleihin vastaavilla syöttöpaineilla.
Taajuusmuuttaja vakiona
Integroidulla taajuusmuuttajalla varustettu IE3 PM -moottori sovittaa kompressorin tehon tarkasti laserleikkurin kysyntäsykliin, mukaan lukien painepiikit paksujen levyjen leikkauksen aikana. Paineen vakaus ±0,1 baarin sisällä koko kuormitusalueella estää apukaasun vaihtelut, jotka aiheuttavat kuonan tarttumista alempaan leikkauspintaan.
5 000 tunnin pidennetty huoltoväli
PTFE-roottoripinnoitteet on mitoitettu 5 000 tunnin huoltoväleille ilman uudelleenpinnoitusta, ja suodattimien ja kytkinten tarkastukset 2 000 tunnin välein. Kaksivuoroisessa Isossa-Britanniassa toimivassa tuotantolaitoksessa, joka toimii 4 000 tuntia vuodessa, tämä tarkoittaa vähemmän suunniteltuja huoltoseisokkeja ja huomattavasti alhaisempia käyttöiän aikaisia huoltokustannuksia verrattuna öljyruiskutteisiin vaihtoehtoihin, jotka vaativat öljyn ja erottimen vaihtoa 2 000–3 000 tunnin välein.
Integroitu älykäs ohjain
EP-Touch 7 tuuman värikosketusnäytöllä varustettu ohjain tallentaa paineen, lämpötilan, virrankulutuksen ja käyttötunnit 12 kuukauden säilytysajalla. RS485 Modbus -lähtö mahdollistaa integroinnin tehtaan SCADA-järjestelmiin ja ERP-alustoihin, mikä antaa usean koneen tuotantopäälliköille reaaliaikaisen näkymän paineilmakustannuksiin leikkaustyötä kohden.
Ei öljyn hävityskustannuksia
Kompressoriöljyn poistaminen prosessista tarkoittaa, ettei öljypitoista lauhdetta synny, joka vaatisi lupaa hävitettäväksi Yhdistyneen kuningaskunnan ympäristölupa-asetuksen (Englanti ja Wales) 2016 mukaisesti. Suuria metallimääriä leikkaavat laitokset voivat tuottaa merkittäviä määriä öljypitoista lauhdetta vuosittain – tämä kustannus yksinkertaisesti katoaa öljyttömän yksikön ansiosta, mikä osaltaan alentaa merkittävästi kokonaiskustannuksia.
Matala melutaso tuotantotilojen käyttöönotossa
Akustisten koteloiden saavuttaessa 62–70 dB(A) melutason mallista riippuen, EP-OF-sarjan yksiköt täyttävät helposti Ison-Britannian työmelun torjuntaa koskevien määräysten 2005 toisen toimintatason kynnysarvot, kun niitä käytetään laserleikkaussolujen vieressä. Pienemmissä tiloissa ei tarvita lisäakustiikkakoteloita tai erillisiä konehuoneita.
Aitoja tuloksia aidoilta valmistajilta
Seuraava tapaustutkimus edustaa brittiläisten ohutlevyvalmistajien raportoimia toteutustiloja, kun he siirtyivät öljyvoidelluista ruuvikompressoreista öljyttömiin ruuvikompressoreihin ensisijaisena laserleikkauksen apukaasun lähteenään.
Midlands Precision Sheet Metal Ltd — West Bromwich, Iso-Britannia
Autoteollisuuden Tier 2 -toimittaja · 3× kuitulaserleikkaussolut · EP-OF-22-asennus
Midlands Precisionilla oli käytössä kolme 6 kW:n kuitulaserleikkaussolua, jotka palvelivat autoteollisuuden Tier 1 -asiakkaita. Kaikissa kolmessa koneessa oli yksi 22 kW:n öljysuihkutteinen ruuvikompressori ja suodatinryhmä alavirran puolella. Vaikka suodatinelementit vaihdettiin 1 000 tunnin välein, laadunvalvonnassa havaittiin toistuva kaava: ruostumattomasta teräksestä valmistetut aihiot, jotka leikattiin kahden viimeisen tunnin aikana ennen suunniteltua suodattimen vaihtoa, osoittivat mitattavissa olevaa värjäytymistä ja Ra-arvot vaihtelivat 2,1–3,4 μm:n välillä, mikä oli selvästi asiakassopimuksissa määritellyn Ra 1,6 μm:n spesifikaation yläpuolella.
Kun EP-OF-22-öljytön ruuvikompressori otettiin käyttöön marraskuussa 2023, saman ruostumattoman teräksen laadun – 2 mm 316L – pinnankarheusmittaukset vakiintuivat tasaisesti Ra-arvoon 0,9–1,1 μm koko vuoron ajan. Linssin vaihtotiheys laski noin 11 viikon välein yhteen kertaan kahdeksan kuukauden aikana asennuksen jälkeen. Laitos luopui myös öljyn saastuttaman lauhteen keräys- ja hävityssopimuksestaan, mikä säästi noin 1 200 puntaa vuodessa lisensoitujen jätehuoltokustannusten muodossa.
Mitä asiakkaat sanovat
Menetimme linssikasetteja muutaman kuukauden välein ja syytimme koneen toimittajaa. Kävi ilmi, että perimmäinen syy oli ilmassa kulkeutuva öljy. EP-OF-22 ratkaisi ongelman kokonaan – ja ruostumattomasta teräksestä valmistettujen töidemme leikkauslaatu on huomattavasti parempi kautta linjan.
Lääkinnällisten laitteiden sopimusvalmistajana meillä on nollatoleranssi leikattujen reunojen kontaminaatiolle. Ever Powerin öljytön yksikkö antoi meille ISO 8573 luokan 0 sertifikaatin, jota tarvitsimme laatujärjestelmällemme ilman ylimääräistä suodatusta alavirran puolella. Käyttöönotto oli suoraviivaista ja Ever Powerin sovellustiimi vastasi teknisiin kysymyksiimme muutamassa tunnissa.
Leikkaamme paljon 5005- ja 6082-alumiinia arkkitehtonisten verhoilujen asiakkaille. Kaikki, mikä ei ole puhdasta reunaa, lähetetään takaisin. Sen jälkeen, kun asensimme Ever Power -öljyttömän kompressorin kuitulasersoluumme, emme ole saaneet asiakkailta valituksia leikatun reunan ulkonäöstä. Taajuusmuuttajan ansiosta solun energiakulumme on myös pienentynyt noin 151 TP5T verrattuna vanhaan kiinteänopeuksiseen öljyyksikköön.
Ever Power Factory: Rakennettu tarkkojen laserleikkausvaatimustesi mukaisesti
Ever Powerin tuotantolaitoksella käytetään ISO 9001:2015- ja ISO 14001:2015 -sertifioituja tuotantolinjoja, jotka on kokonaan tarkoitettu öljyttömille ruuvipuristuslaitteille. Tehtaalla on CNC-hiomakeskukset, jotka pystyvät tuottamaan roottoriprofiileja ±1,5 μm:n toleranssilla, erillinen kokoonpanopuhdashuone öljyttömälle roottoriparien kokoonpanolle ja 100%-tehdastestausalue, jossa jokainen yksikkö käy läpi täyden neljän tunnin kuormitusajon ennen toimitusta.
Ever Power erottuu brittiläisten laserleikkauslaitteiden valmistajien ja järjestelmäintegraattoreiden joukossa tuotteiden räätälöintikyvyn laajuudella. Suunnittelutiimimme työskentelee suoraan teknisen tiimisi kanssa alustavasta määrittelystä aina lopulliseen hyväksyntätestaukseen asti. Toimitamme rutiininomaisesti kompressoreita, jotka on konfiguroitu epästandardeilla paineilla 6–13 baaria, räätälöidyillä jalanjälkimitoilla, jotka sopivat ahtaisiin laitosasetteluihin, kaksoiskompressorisilla master-slave-ohjausjärjestelmillä korkean käytettävyyden laserleikkauslinjoille ja räätälöidyillä katosväreillä, jotka vastaavat asiakkaan laitosstandardeja. Koneenrakentajille, jotka integroivat paineilman suoraan CNC-laserleikkauskoneen alustapakettiin, voimme toimittaa OEM-spesifikaatioiden mukaisia yksiköitä brändäykselläsi ja muokatulla ohjainlaiteohjelmistolla, jotta ne voivat kommunikoida koneesi PLC:n kanssa CANopen-, Profibus- tai EtherNet/IP-protokollien avulla.
Mukautusvaihtoehdot saatavilla
Palvelemme laserleikkaustoimintoja Englannissa, Skotlannissa ja Walesissa
Ever Power toimittaa ja ottaa käyttöön öljyttömiä ruuvikompressoreita laserleikkauslaitoksille kaikkialla Yhdistyneessä kuningaskunnassa. Yhdistyneen kuningaskunnan logistiikkakumppaniverkostomme varmistaa vakiotoimituksen 5–8 arkipäivän kuluessa tehtaalta, ja varastossa oleville vakiomalleille on saatavilla nopeutettu 48 tunnin toimitus. Tekninen käyttöönotto ja käyttäjien koulutus voidaan järjestää akkreditoitujen huoltoinsinööriemme verkoston kautta, joka kattaa kaikki tärkeimmät Yhdistyneen kuningaskunnan teollisuusalueet.
Usein kysytyt kysymykset
Oletko valmis poistamaan öljykontaminaation laserleikkausprosessistasi?
Keskustele Ever Powerin sovellusinsinöörin kanssa jo tänään. Ei yleisiä esitteitä – vain tarkkoja, kokemukseen perustuvia ohjeita oikean öljyttömän ruuvikompressorin valinnasta juuri sinun laserleikkauslaitteistoosi Isossa-Britanniassa.
gzl:n muokkaama