
Mô tả

📩 Request a Quote — UK Industrial Enquiries Welcome
Response within 24 hours · Competitive pricing for UK distributors and end-users
Technical Specifications
Every parameter of the CMNL-080X has been calibrated to satisfy the compressed air purity requirements encountered across British industry, from precision engineering workshops in the West Midlands to pharmaceutical clean rooms in Cheshire, chemical processing installations on Teesside, and food production facilities in East Anglia. The table below summarises the core performance data. Contact our team for extended specification sheets covering inlet air conditions, vessel pressure ratings, and ambient operating temperature ranges.
The Science Behind Micro-Heat Regeneration
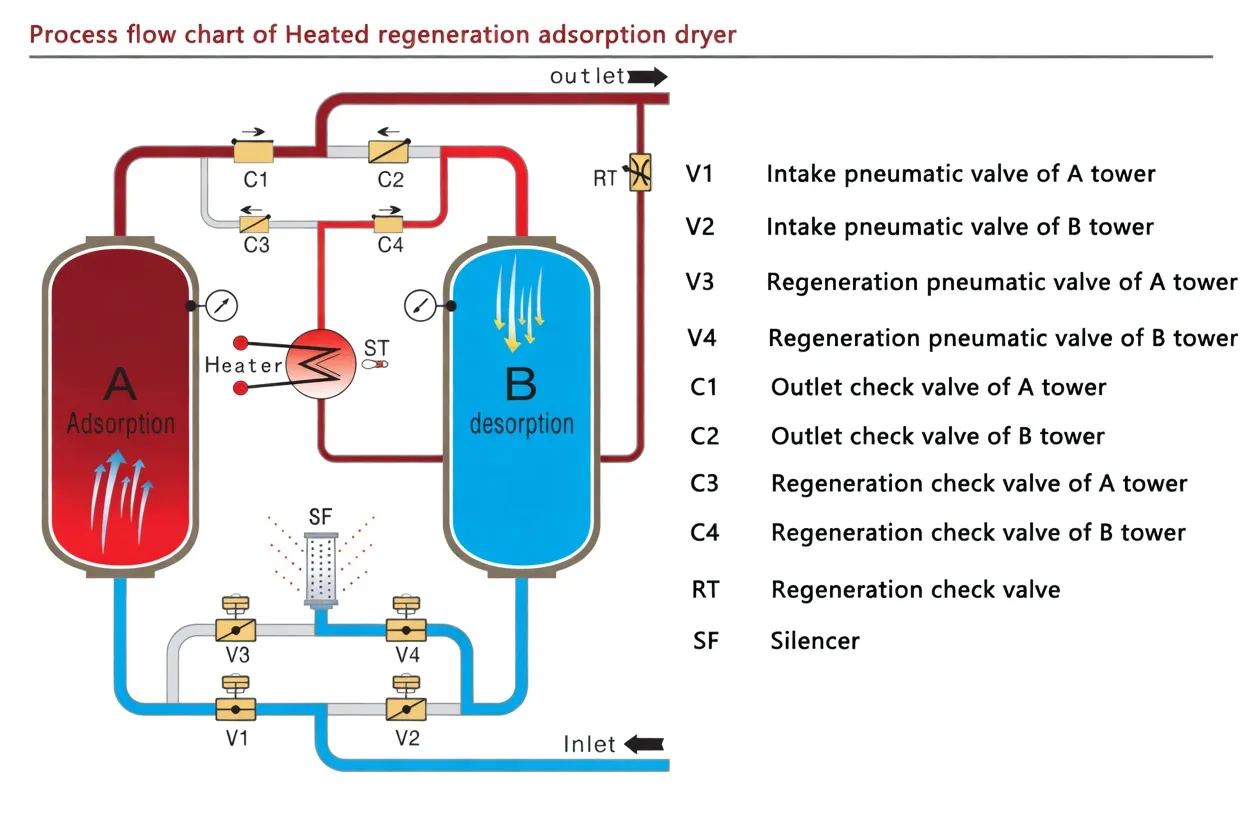
The CMNL-080X runs on a twin-tower adsorption principle that has been refined over decades of compressed air treatment development. During the active drying phase, wet compressed air enters the first vessel and passes through a deep bed of either activated alumina or 13X molecular sieve. Water molecules are drawn out of the airstream by the powerful affinity of the desiccant’s internal surface area — which can exceed 200 square metres per gram in high-grade molecular sieve — and are held within the crystalline structure. The output emerges at a dew point the incoming air simply cannot reach with any refrigeration-based system.
While the first vessel dries the production airstream, the second vessel regenerates. A precisely metered fraction of the already-dried output air — just 4–6% of rated flow — is heated by the low-wattage micro-heater to a temperature sufficient to break the adsorptive bond between moisture and desiccant. This warm purge air strips the water vapour from the bed and carries it out through the exhaust. The heating energy required is a fraction of what a full heated-purge dryer demands, which is precisely what earns this design the “micro-heat” designation and makes it economically attractive given current UK industrial electricity pricing. The programmable controller alternates the tower roles on a cycle that the maintenance team can adjust without specialist tools.
Why UK Engineers Specify the CMNL-080X
Across the United Kingdom — from Scottish food manufacturers and Welsh chemical processors to pharmaceutical plants in Cheshire and automotive assembly lines in the East Midlands — the gap between a capable adsorption dryer and an average one becomes visible in the first production quarter. The CMNL-080X closes that gap on six fronts simultaneously.
Ultra-Low Pressure Dew Point
Reaching -70°C, the CMNL-080X protects pneumatic actuators, analytical instruments, and electronic control enclosures from condensation damage — even inside the most humidity-prone British factory environments where seasonal temperature swings accelerate moisture ingress into pipework.
Reduced Energy Consumption
With regeneration purge volume capped at 4–6% and a low-wattage micro-heater doing the thermal work, the dryer slashes the energy overhead that makes conventional heated-purge designs expensive to run. For a UK site running two or three shifts, this difference accumulates into significant annual savings on electricity bills.
Continuous Dry Air Output
The alternating twin-tower design guarantees an unbroken supply of dry compressed air throughout every tower switchover. Production lines — particularly pharmaceutical packaging and automated spray coating lines — never encounter a moisture spike that could compromise a batch or trigger quality holds.
Intelligent Automated Control
The integrated microcomputer manages cycle timing, monitors alarms, and adjusts operation without operator intervention across the full 1–4 hour switching range. Maintenance teams can tune cycle duration to match varying compressed air demand profiles throughout a production day without specialist commissioning engineers.
Space-Efficient Footprint
Where floor space equates directly to production capacity, the CMNL-080X delivers industrial-grade drying from a notably compact enclosure. Installation in existing compressor rooms across UK factories requires minimal civil or structural modification, keeping project costs predictable for capital budget submissions.
ISO-Grade Adsorbent Media
Activated alumina (Al2O3) suits general-purpose applications demanding reliable -40°C performance, while 13X molecular sieve targets the deepest -70°C duty. Both materials are sourced to ISO quality standards and rated for multi-year service life under UK continuous industrial duty conditions with proper inlet pre-filtration.
Industries Served Across the United Kingdom
The CMNL-080X adsorption dryer has been deployed in mission-critical compressed air roles across four primary sectors that define British industrial output. Each application area places distinct demands on air purity and dew point stability, and the dryer’s configurable parameters make it adaptable to all of them without compromise or bespoke redesign.
🔩 Manufacturing & Engineering
Automated assembly lines, laser cutting systems, CNC machining centres, and precision spray-painting booths across the UK Midlands and the North rely on dry compressed air to prevent corrosion, valve failure, and surface-finish defects. The CMNL-080X provides the ISO 8573-1 Class 2 moisture quality these processes demand at every point of use.
💊 Pharmaceutical Production
GMP-compliant pharmaceutical facilities in Cheshire, Yorkshire, and Greater London use this adsorption dryer to supply instrument-grade air for tablet coating, blister packaging, and cleanroom HVAC systems. The sustained dew point performance satisfies MHRA audit documentation requirements and eliminates microbial growth risk within compressed air distribution lines.
🍞 Food & Beverage Processing
From grain storage facilities in East Anglia to bottling plants in Scotland, moisture in compressed air introduces microbial contamination that threatens BRC and HACCP compliance. The CMNL-080X removes this risk entirely, supporting extended packaging line service intervals and protecting brand reputation across the UK food supply chain.
⚗️ Chemical Processing
In Teesside’s and Humberside’s petrochemical clusters, moisture triggers undesired side reactions and catalytic degradation. The CMNL-080X maintains the strict dry air conditions required for process instrumentation, pneumatic control valves, inert gas blanketing, and instrument purge applications across these safety-critical sites.
Customer Success: Documented Outcomes from UK Sites
These figures reflect measured outcomes from CMNL-080X installations at British industrial facilities where engineering managers formally tracked the impact on quality, uptime, and operating cost within twelve months of commissioning.
Case Study · Automotive Manufacturing · West Midlands
Coventry Driveline Components Ltd
This Tier 1 automotive supplier was experiencing frequent pneumatic valve failures and internal corrosion along their compressed air ring main, costing the facility an estimated £47,000 annually in unplanned maintenance. Following the installation of two CMNL-080X units, outlet dew point dropped from +3°C to -52°C. Valve replacement frequency fell by 76% within eight months, and total annual maintenance savings were calculated at £39,500. Production stoppages attributable to pneumatic failures dropped from fourteen incidents per quarter to just two, allowing the maintenance budget to be reallocated to proactive investment.
Case Study · Pharmaceutical Manufacturing · Cheshire
NorthernBio Pharma, Macclesfield
Operating under MHRA guidelines, this contract pharmaceutical manufacturer needed to demonstrate consistent compressed air quality documentation across all points of use. Legacy refrigeration dryers were unable to reliably reach the -40°C dew point specified in their validation protocols. Following CMNL-080X installation, the facility achieved a sustained -65°C dew point, passing three consecutive MHRA audit cycles without a single air quality non-conformance raised. The QA manager confirmed that avoiding even one batch rejection — now no longer a concern — justified the capital expenditure within eighteen months of commissioning.
Case Study · Food Processing · Scottish Highlands
Highland Grain Processors, Inverness
Seasonal humidity in the Scottish Highlands was causing intermittent moisture ingress into the facility’s pneumatic grain conveying system, leading to grain clumping and weekly cleaning stoppages that disrupted throughput. A single CMNL-080X, sized for their 18 m3/min flow requirement, eliminated moisture events entirely. Cleaning stoppages fell from four per week to zero, and conveying line availability improved from 79% to 97% across the first six months. The company subsequently ordered two additional units for sister facilities in Aberdeenshire, citing identical results.
What UK Plant Engineers Say
We’d been chasing moisture problems in our instrument air system for two years. This adsorption dryer solved the issue in the first week. The -52°C dew point we’re sustaining now means zero condensate-related trip events since commissioning day.
James R. — Maintenance Manager
Specialty Chemicals Plant, Teesside
★★★★★
We benchmarked the CMNL-080X against two European alternatives on five-year total cost of ownership. Energy consumption came in 22% lower. For a facility running three shifts continuously, that difference is commercially significant on our capital justification.
Sarah M. — Capital Projects Engineer
Medical Device Manufacturer, Milton Keynes
★★★★★
The microcomputer panel is intuitive and the alarm system gives enough advance warning to plan maintenance without emergency call-outs. Our team operated the dryer independently within a week of installation. Solid engineering, well matched to UK factory conditions.
David T. — Site Engineering Lead
Food Packaging Facility, Bristol
★★★★★
Câu hỏi thường gặp
Questions from UK procurement managers, plant engineers, and facilities teams evaluating the CMNL-080X for industrial compressed air treatment.
What is the typical price range for the CMNL-080X micro-heat regeneration adsorption dryer when supplied to UK industrial buyers, and how do I get an accurate quote?
Pricing varies based on specified flow rate, choice of adsorbent media, optional features such as SCADA integration or IP66 enclosures, and total order volume. UK buyers receive duty-paid quotations that include freight and full technical documentation. We recommend contacting our sales team directly with your compressed air flow rate (m3/min), working pressure, inlet temperature, and dew point target to receive a cost-accurate proposal aligned to your site requirements.
How does a micro-heat regeneration adsorption dryer differ from a refrigeration dryer for pharmaceutical compressed air applications in the UK, and which one meets MHRA requirements?
A refrigeration dryer achieves a pressure dew point of approximately +3°C to +7°C — adequate for general workshop air but insufficient for pharmaceutical environments where MHRA guidelines commonly require -40°C or better. The CMNL-080X uses a desiccant adsorption process to reach -70°C, meeting ISO 8573-1 Class 2 moisture requirements and producing the consistent performance records required during regulatory audits. For any GMP-classified compressed air system in the UK, an adsorption dryer is the correct technology choice.
Which adsorbent material should I choose — activated alumina or 13X molecular sieve — for a food processing plant in the UK that needs to meet BRC Global Standard requirements?
For most BRC-compliant food processing applications targeting -40°C dew point, activated alumina provides excellent performance, extended bed life, and straightforward regeneration management. Where validation protocols demand -70°C — for example in nitrogen generation, MAP packaging, or vacuum systems — the 13X molecular sieve option delivers superior drying depth. Our applications team can advise the optimal choice based on your actual inlet air conditions, working pressure, and annual running hours.
Where can I find a reliable supplier of micro-heat regeneration adsorption dryers with full documentation for automotive manufacturing facilities in the West Midlands?
We supply the CMNL-080X directly to UK industrial customers with competitive lead times, CE-compatible design documentation, pre-shipment inspection reports, and after-sales support including scheduled maintenance programmes and adsorbent replenishment packs. Automotive clients across the West Midlands can request a site feasibility assessment by emailing our UK sales team. We cover everything from initial sizing calculations through commissioning guidance and ongoing service planning.
How often does the desiccant in a CMNL-080X adsorption dryer need replacing, and what does ongoing maintenance typically cost for a UK chemical plant running continuous shifts?
Under clean inlet air conditions with adequate pre-filtration, activated alumina and 13X molecular sieve beds typically require replacement every three to five years. Oil carry-over from upstream compressors or elevated inlet temperatures above specification will accelerate degradation. We supply correctly sized replenishment media packs for each unit and offer structured annual maintenance programmes covering valve seal replacement, dew point verification testing, and control system checks — designed to be compatible with the planned maintenance windows of continuous-shift chemical processing facilities.
When is the right time for a UK manufacturing business to upgrade from a heatless purge dryer to a micro-heat regeneration adsorption dryer to reduce compressed air energy costs?
The upgrade case becomes financially compelling when a heatless purge dryer is consuming more than 15% of total compressed air flow for regeneration — a figure that progressively erodes available compressor capacity. The CMNL-080X reduces purge volume to 4–6%, meaning meaningful capacity recovery on existing compressor assets without purchasing new generation plant. Given current UK industrial electricity tariffs, payback periods of 18–30 months are typical in two- or three-shift operations, making the business case straightforward to construct for capital budget approval.
Can the CMNL-080X adsorption dryer be customised for SCADA integration at a UK offshore or coastal petrochemical facility with hazardous area classification requirements?
Yes. SCADA integration is a configurable factory option, covering 4–20 mA analogue output from the dew point transmitter, dry contact alarm relays compatible with distributed control systems, and Modbus RTU communication on request. For offshore and coastal petrochemical installations, we specify NEMA 4X (IP66) control enclosures and corrosion-resistant valve bodies. When requesting a quote for these applications, please include your SCADA platform details, hazardous area classification zone, and any certification requirements such as ATEX or IECEx.
Ever Power · Industrial Compressed Air Treatment Solutions · United Kingdom Enquiries Welcome
chỉnh sửa bởi gzl


