
Опис
Why UK Manufacturers Choose the CMNL-120X
In sectors ranging from automotive assembly in the West Midlands to pharmaceutical packaging in the South East, the quality of compressed air directly affects output reliability, equipment longevity, and regulatory compliance. Moisture contamination in compressed air lines remains one of the most common — and most costly — causes of production stoppages across UK manufacturing floors. The CMNL-120X Micro-Heat Regeneration Adsorption Dryer was designed to solve exactly that problem with industrial-grade precision and a remarkably low cost of ownership over its service life.
The CMNL-120X adsorption dryer operates through a twin-tower alternating cycle that guarantees uninterrupted dry air delivery — even during the regeneration phase. Whether your facility runs single-shift or 24/7, this dryer keeps pace without compromise. It achieves a finished gas dew point between −40 °C and −70 °C, placing it firmly in the ISO 8573-1 Class 1 and Class 2 moisture purity bracket — a standard increasingly mandated by UK food-grade and pharmaceutical procurement specifications.
Technical Specifications at a Glance
How the Micro-Heat Regeneration Process Works
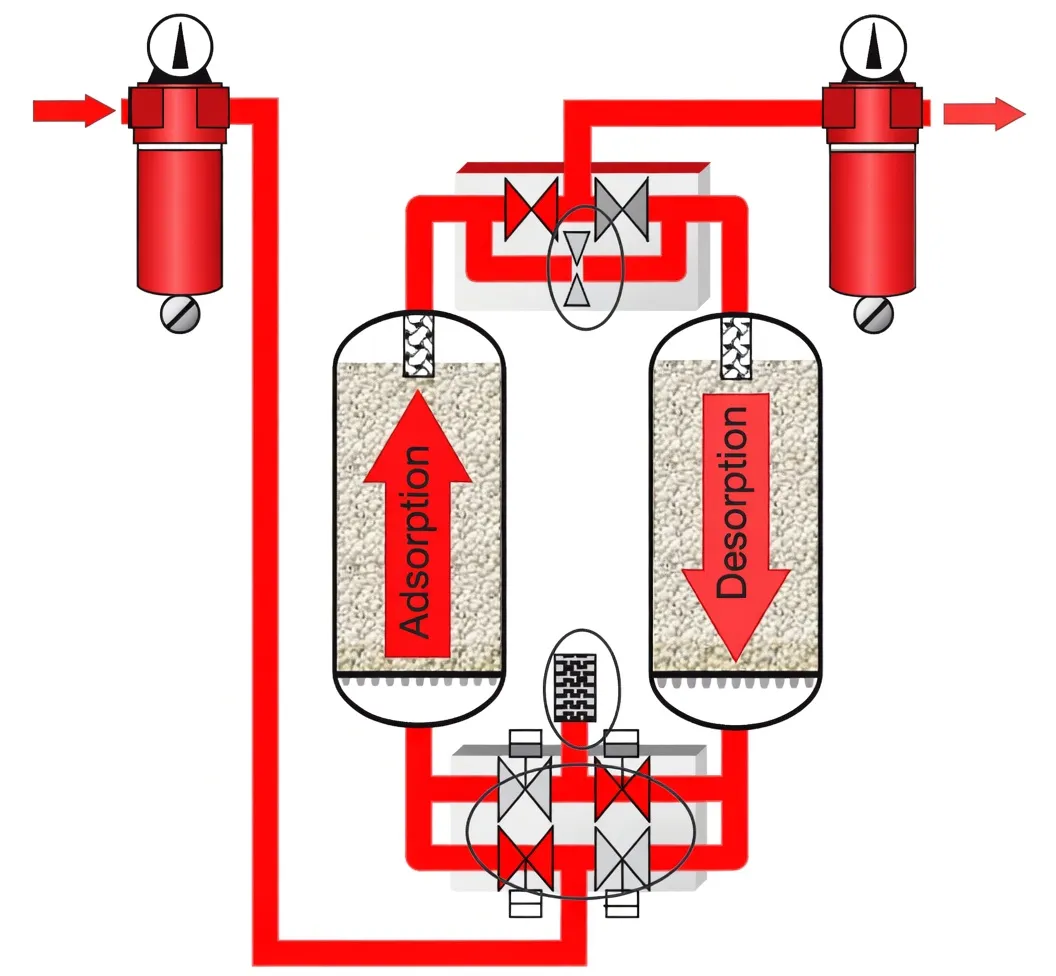
Unlike conventional heatless adsorption dryers that consume 15–20% of the outlet flow for purging, the CMNL-120X takes a fundamentally different approach. Compressed air enters the active desiccant tower — packed with activated alumina or molecular sieve 13X — where water vapour bonds with the adsorbent surface through physical adsorption. The saturation front moves gradually down the bed, and the microprocessor controller monitors this progression in real time.
When regeneration is triggered, a small electric heater gently raises the temperature of the offline tower’s desiccant bed. This micro-heat input — typically between 100 °C and 150 °C — is sufficient to break the adsorption bond and drive off retained moisture, which is then vented through a precision-timed blowdown valve. The low-temperature heating strategy is the core engineering insight: it consumes just enough energy to desorb moisture without thermally stressing the adsorbent media, extending bed life considerably beyond heatless alternatives.
Once the regenerated tower has cooled and equalised to line pressure, the system switches — seamlessly, with zero interruption to your downstream air supply. The result is a continuous, clean, dry air stream with a pressure dew point that stays reliably within specification regardless of ambient humidity or fluctuating inlet conditions — a genuine advantage in the damp British climate.
Six Reasons UK Engineers Specify the CMNL-120X
Ultra-Deep Moisture Removal
A pressure dew point down to −70 °C protects sensitive downstream instruments, pneumatic actuators, and process lines from condensation damage — critical in food-grade and electronics environments where even trace moisture causes reject rates to spike.
Reduced Energy Consumption
With regeneration purge loss trimmed to just 4–6% of rated capacity, energy costs are dramatically lower compared with traditional non-heated designs. UK operations running against tight energy budgets and carbon reduction targets find this a decisive factor when evaluating total cost of ownership.
Zero-Break Continuous Operation
The twin-tower alternating design ensures your production line always receives dry compressed air. There is no pause, no manual intervention, and no scheduled downtime for desiccant service — the CMNL-120X cycles automatically around the clock.
Intelligent Adaptive Control
The onboard single-chip microprocessor continuously monitors dew point, inlet temperature, and load conditions. It self-adjusts the switching cycle between 1 and 4 hours, preventing unnecessary regeneration events and protecting adsorbent longevity under variable seasonal demand.
Compact, Robust Build
Designed for straightforward integration into existing compressed air rooms without expensive pipework reconfiguration, the CMNL-120X has a compact footprint and a pressure loss of no more than 0.02 MPa — preserving your system’s operating pressure with ease.
Broad Industry Compliance
With dew point performance matching ISO 8573-1 requirements, the dryer supports BRC, FDA, and GMP documentation needs for food-grade and pharmaceutical facilities — increasingly important as UK export markets tighten air quality traceability standards.
Industries Served Across the UK
The CMNL-120X adsorption dryer is deployed across a wide variety of industrial sectors throughout England, Scotland, and Wales. Each application demands a specific dew point range, flow rate, and operating pressure — and the unit’s adjustable switching cycle makes it one of the most versatile dryers available to UK procurement teams today.
Assembly & paint booths
BRC / BRCGS compliant
GMP Class 1 dew point
PCB & semiconductor
Weaving & dyeing lines
Історії успіху клієнтів
CASE STUDY · MIDLANDS, UK · FOOD PACKAGING
Halving Moisture-Related Downtime for a Leicester Packaging Plant
A ready-meal packaging facility in Leicester was experiencing frequent valve seizures and solenoid failures attributed to moisture ingress in their 7-bar compressed air network. Maintenance records from the 18 months before installation showed 23 unplanned stoppages — each costing an average of £1,400 in lost production and parts. After commissioning two CMNL-120X units in parallel — one serving the filling lines and one dedicated to the labelling and sealing station — the dew point stabilised at −52 °C throughout seasonal changes.
Result: Zero moisture-related stoppages in the 14 months since installation. The plant’s engineering manager noted that instrument air filter elements now last three times longer than before, reducing consumable spend by an estimated £6,200 per year.
❝
We installed the CMNL-120X across two of our Yorkshire sites last spring. The dew point consistency has been rock solid — even during the humid months. Our quality team no longer flags moisture as a non-conformance risk on our air supply audits.
— James Whitmore
Engineering Director, Sheffield Precision Components Ltd.
❝
The energy savings compared with our old heatless dryer were noticeable within the first billing cycle. We’re running a pharmaceutical cleanroom environment, and the −70 °C dew point specification gives our validation team the confidence they need for ongoing GMP compliance.
— Dr. Patricia Holt
Facilities Manager, Nottingham Pharma Solutions
❝
The pre-sales support was genuinely helpful — our supplier walked us through the correct flow sizing for our Scottish distillery’s bottling line before we ordered. Installation was smooth, and the auto-switching cycle has never caused a hiccup in 18 months of continuous service.
— Colin Fraser
Maintenance Supervisor, Highland Spirits Manufacturing, Inverness
Factory Capabilities & Product Customisation
Our manufacturing facility operates over 18,000 square metres of dedicated production space equipped with automated CNC machining, precision welding bays, and in-house pressure vessel testing certification. With over two decades of compressed air equipment manufacturing behind us, we have developed the deep technical knowledge to support bespoke configurations that off-the-shelf solutions simply cannot match.
For UK buyers with specific requirements, our engineering team offers full customisation across flow capacity (from 1 Nm3/min to 200 Nm3/min), inlet conditions, vessel material (carbon steel or 316L stainless for food/pharma), control panel integration (Modbus RTU / 4–20 mA output), dew point monitoring with data logging, and ATEX-rated configurations for hazardous area use. All custom units carry full CE marking and are supplied with detailed IOM documentation in English.
CMNL-120X vs. Traditional Dryer Types
Часті запитання
Ready to upgrade your compressed air quality?
Talk to our application engineers today — no obligation, no hard sell.
Get a Quote · [email protected]
редагування від gzl


