
Descriere
Need a custom configuration for your UK facility? Email our engineers directly →
The Case for Adsorption Drying in British Industrial Operations
Compressed air quality underpins the reliability of entire production lines. In environments where moisture contamination means rejected batches, corroded pipework, or failed instrumentation, the choice of drying technology carries real engineering weight. Our micro-heat regeneration adsorption dryer delivers consistently dry air at dew points between -40°C and -70°C, placing it among the most dependable solutions available to UK industrial buyers today. Conventional refrigeration dryers plateau at roughly +3°C pressure dew point — adequate for general pneumatics, yet wholly inadequate for pharmaceutical cleanrooms, electronics assembly, and precision metalworking applications where free moisture poses a direct process risk.
Developed through sustained field deployment across European manufacturing sites, this adsorption dryer pairs a dual-tower switching cycle with controlled micro-heat regeneration to restore desiccant capacity without excessive energy consumption. The outcome is a system that runs continuously, 24 hours a day, 365 days a year, delivering predictable performance and manageable operating costs — exactly the reliability profile British plant managers need from capital air treatment equipment.
How Micro-Heat Regeneration Works: The Engineering Behind the Dew Point
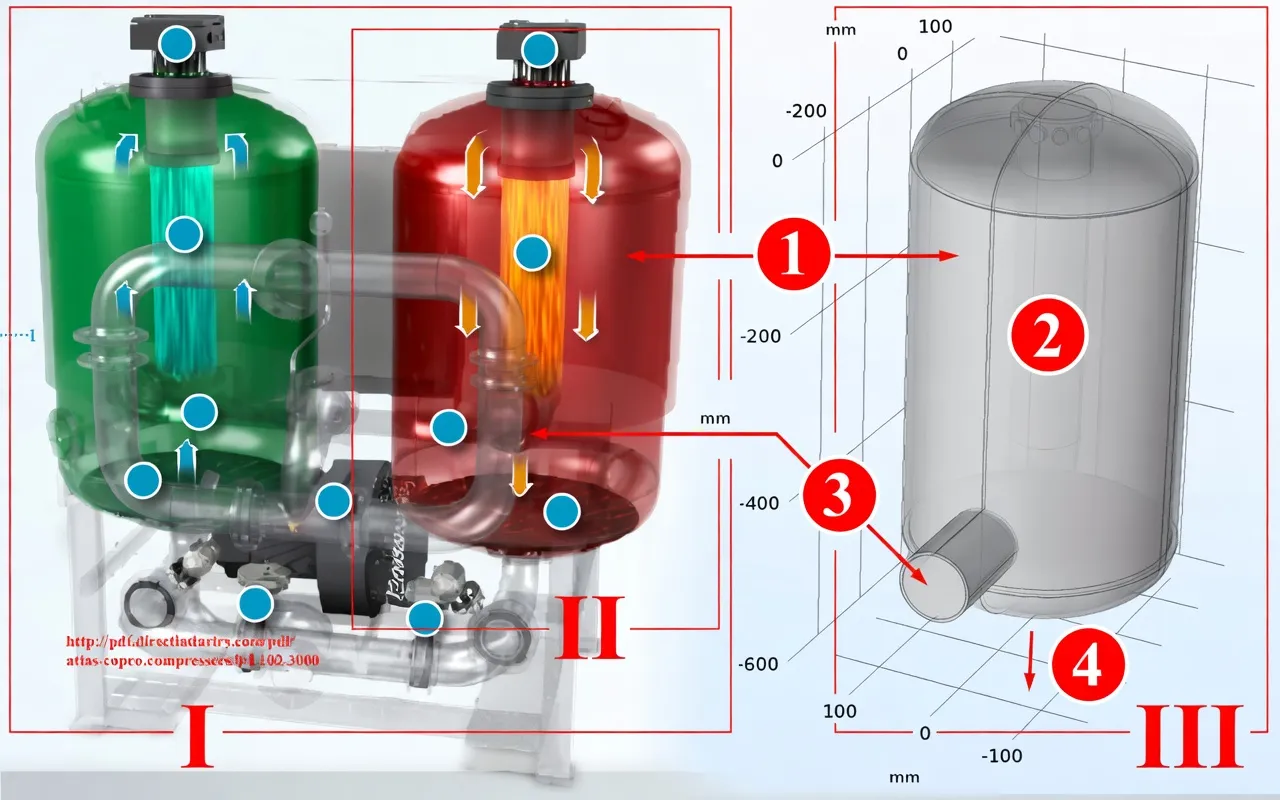
 The operating principle centres on the natural affinity of desiccant materials — typically activated alumina (Al2O3) or molecular sieve 13X — for water vapour under pressure. Wet compressed air enters the active adsorption tower, where moisture molecules bond to the desiccant bed surface as the airstream passes through. As that bed approaches saturation, a microprocessor-controlled switching valve redirects flow to the second tower seamlessly, while the first enters its regeneration phase without interrupting process air delivery.
The operating principle centres on the natural affinity of desiccant materials — typically activated alumina (Al2O3) or molecular sieve 13X — for water vapour under pressure. Wet compressed air enters the active adsorption tower, where moisture molecules bond to the desiccant bed surface as the airstream passes through. As that bed approaches saturation, a microprocessor-controlled switching valve redirects flow to the second tower seamlessly, while the first enters its regeneration phase without interrupting process air delivery.
During regeneration, a controlled fraction of the now-dry process air — representing just four to six percent of rated flow — is heated to approximately 120°C and directed back through the spent bed in reverse. This efficiently desorbs the adsorbed moisture and carries it out through the exhaust. The micro-heat approach draws significantly less energy than full-heat regeneration alternatives, yet consistently achieves the deep dew points that purely heatless adsorption dryers — which typically consume up to fifteen percent of compressor output for purging — struggle to reach reliably. Cycle times are adjustable between one and four hours, allowing plant engineers across UK facilities to optimise performance against fluctuating inlet conditions without sacrificing the guaranteed outlet dew point.
Technical Specifications & Performance Data
| Parameter | Value / Range | Notes |
|---|---|---|
| Outlet Dew Point | -40°C to -70°C | Pressure dew point at rated flow |
| Regeneration Air Volume | 4% – 6% | Of rated processing capacity |
| Adsorbent Material | Activated Alumina / Mol. Sieve 13X | Specified per application |
| Control System | Microcomputer auto-cycle | PLC integration available on custom builds |
| Pressure Loss | ≤ 0.02 MPa | At maximum rated flow |
| Power Supply | AC 220V / 380V · 50 Hz | UK mains-compatible |
| Switching Cycle | 1h – 4h (adjustable) | Optimised via inlet dew point sensor |
| Working Pressure | 0.4 – 1.0 MPa | Higher pressure on request |
| ISO Standard | BS EN ISO 8573-1:2010 | Class 1 & Class 2 achievable |
Four Engineering Advantages That Set This Dryer Apart
Ultra-Low Dew Point
Achieves -70°C pressure dew point consistently, meeting BS EN ISO 8573-1:2010 Class 1 and Class 2 requirements for the most demanding British pharmaceutical, electronics, and aerospace applications.
Low Energy Consumption
Micro-heat regeneration requires just 4–6% purge air versus up to 15% for heatless adsorption dryers. For a UK plant running a 75 kW compressor continuously, the annual energy savings are measured in thousands of pounds.
High Durability, Minimal Downtime
High-cycle pneumatic switching valves, stainless-lined tower internals, and microprocessor self-diagnostics combine to minimise unplanned maintenance — a priority in 24/7 UK manufacturing environments where downtime carries a direct cost.
Compact & Scalable Design
The compact footprint suits constrained plant rooms common across British factory sites, while modular configurations scale from light-duty workshop units up to high-throughput parallel installations for large industrial complexes.
UK Industries That Depend on Adsorption Dryers Daily
Across the United Kingdom, sectors including automotive manufacturing, aerospace component production, food and beverage processing, pharmaceutical packaging, and chemical distribution each impose specific and measurable air quality standards on compressed air systems. A paint finishing line in the West Midlands cannot tolerate moisture in its spray air without risking costly rework, fish-eye defects, and non-conforming surfaces. A contract pharmaceutical manufacturer in County Durham supplying NHS procurement chains must consistently meet BS EN ISO 8573-1:2010 Class 1 or Class 2 specifications for moisture, and maintain validated documentation for regulatory inspection. In food production facilities across Yorkshire and Lincolnshire, dry compressed air prevents condensation inside pneumatic conveyors and substantially reduces the risk of microbial growth in direct-contact packaging environments.
Our adsorption dryers are matched precisely to these demands. Each unit is available across flow rates from 1 Nm3/min to high-capacity multi-unit parallel installations, and can be factory-specified with inlet pre-filtration packages, pressure dew point transmitters for real-time continuous monitoring, and downstream particulate filters — providing a fully engineered air treatment train ready for validation. UK site engineers receive complete technical documentation at handover, including BS EN ISO 8573-1 classification statements, simplifying audit trails for regulated industries.
Customer Success Story
Aerospace Precision Engineering, Leeds — 32% Drop in Unplanned Maintenance
A Leeds-based precision engineering company supplying aerospace-grade aluminium components approached us in early 2023 with a persistent quality problem. Their existing refrigeration dryer was consistently delivering dew points above -10°C, which was driving micro-corrosion inside CNC machining centres and contaminating coolant emulsions. Scrap rates were climbing and maintenance frequency was exceeding budget tolerances. After conducting a thorough compressed air quality audit across their production floor, we recommended a micro-heat regeneration adsorption dryer rated at 8 Nm3/min, configured with a guaranteed outlet dew point of -40°C and an inline pressure dew point transmitter for continuous monitoring.
Installation was completed during a single planned weekend shutdown. Within two months of commissioning, the site recorded a 32% reduction in unplanned maintenance events on machining equipment. Coolant emulsion change intervals extended from six weeks to fourteen weeks, reducing both consumable spend and disposal costs. The energy premium over the replaced refrigeration dryer was offset entirely within eleven months — a payback period the maintenance director described as better than projected. This outcome reflects a pattern consistent across UK sites: when the correct drying technology is matched to the actual contamination risk profile of a facility, the engineering and financial returns follow reliably.
What UK Plant Engineers Are Saying
“We’ve run this adsorption dryer continuously on our paint line for eighteen months without a single dew point exceedance. Quality rejections from moisture-related defects have effectively gone to zero. It’s been genuinely transformative for our first-time pass rate.”
“The custom configuration with an inline dew point transmitter gave our validation team exactly the documentation needed for the GMP audit. Commissioning was straightforward and the technical support after delivery has been well above what we expected.”
“Competitive price, fast delivery to our Yorkshire site, and it just works. We went from a heatless dryer consuming 12% of compressor output to this unit running under 5%. The energy savings alone justified the upgrade within the first year.”
Factory-Direct Customisation for UK Engineering Projects
Our manufacturing facility operates as a direct-to-buyer supplier for UK engineering projects, removing intermediary margins and compressing lead times on both standard and bespoke adsorption dryer builds. This matters when plant schedules are tight: a specifier in Scotland designing a new compressed air ring main for an electronics cleanroom cannot afford to wait sixteen weeks for a standard catalogue unit that doesn’t precisely match the flow requirement. We configure each adsorption dryer to specification — from inlet connection sizes and pressure ratings through to control panel interface language and network integration for SCADA monitoring systems.
Customisation capability spans desiccant selection and charge weight, heater capacity tuning, stainless steel wetted surfaces for hygienic or corrosive-atmosphere applications, ATEX-rated electrical enclosures for hazardous area installations, and full UK Conformity Assessed (UKCA) marking documentation. Whether the project calls for a single compact adsorption dryer serving a small workshop in Manchester, or a parallel four-unit installation for a large petrochemical operation on Teesside, our engineering team engages at specification stage to ensure the delivered system performs to contract from day one — not after a series of site adjustments. This depth of customisation service is what separates a genuine manufacturing partner from a catalogue supplier, and it is a commitment we make to every UK buyer.
Întrebări frecvente
What outlet dew point can I realistically expect from a micro-heat regeneration adsorption dryer installed in a UK pharmaceutical manufacturing facility?
Under standard operating conditions, a pressure dew point of -40°C is the reliable minimum, with -70°C achievable depending on inlet conditions, adsorbent selection, and cycle configuration. For pharmaceutical environments operating under GMP guidelines in the UK, a validated pressure dew point transmitter is routinely specified alongside the adsorption dryer to provide continuous monitoring data for regulatory documentation and audit trails.
How much does a micro-heat regeneration adsorption dryer cost for a medium-sized factory in England, and what is the typical return on investment timeline?
Capital cost varies with flow capacity, customisation level, and ancillary packages. For a medium English plant consuming 6–10 Nm3/min, indicative pricing spans a few thousand to tens of thousands of pounds depending on specification — contact us for an accurate quote against your exact requirements. ROI is driven by reductions in product rejection rates, lower maintenance frequency on downstream equipment, and energy savings from reduced purge air consumption. Many UK buyers report full payback within 12–24 months of commissioning.
Which desiccant should I choose — activated alumina or molecular sieve 13X — for my food processing plant in Yorkshire?
Activated alumina is the standard recommendation for most food processing applications — reliable performance down to around -40°C PDP, good mechanical strength, and lower cost per kg. Molecular sieve 13X is the choice where dew points below -55°C are required, or where trace carbon dioxide also needs to be removed alongside moisture. Our engineers assess your specific duty, ambient conditions, and regeneration cycle during quotation and recommend the appropriate desiccant media accordingly.
Where can I find a reliable adsorption dryer supplier in the United Kingdom that offers custom configurations and proper technical support after delivery?
We supply directly to UK buyers and project engineers, offering custom-built adsorption dryers with CE and UKCA documentation, responsive post-installation technical support, and access to replacement desiccant and spare valve kits. Contact us via the Get a Quote button above — our compressed air specialists can provide preliminary specifications and indicative pricing within one working day for most standard configurations, and detailed proposals for custom builds within three to five days.
When should I replace the desiccant in my adsorption dryer to maintain required air quality standards in a regulated UK production facility?
Desiccant service life depends on inlet air quality, cycle frequency, and whether the adsorption dryer is correctly sized for the actual duty. Under typical UK industrial conditions, activated alumina performs reliably for three to five years. A continuous dew point transmitter at the outlet is the most practical tool for detecting gradual desiccant degradation in regulated facilities — a progressive rise in pressure dew point over several weeks is a clear indicator that inspection or replacement is due, regardless of time in service.
How does micro-heat regeneration reduce compressed air loss compared to heatless adsorption dryers in British manufacturing environments?
Heatless adsorption dryers rely on a high-volume dry purge to strip moisture from the spent desiccant bed — typically 12–15% of total compressor output. Introducing controlled heat into that purge stream increases its desorption capacity so that just 4–6% of process air achieves the same result. For a British plant running a 75 kW compressor continuously at an average electricity cost of 25p/kWh, the difference between 15% and 5% purge consumption represents a meaningful saving over a twelve-month period — often exceeding £4,000 annually at today’s UK energy prices.
What are the key differences between a refrigeration dryer and an adsorption dryer for automotive spray booth applications in the West Midlands?
Refrigeration dryers typically achieve a pressure dew point of +3°C to +7°C — adequate for general pneumatic tools and cylinders, but wholly inadequate for spray finishing where moisture in the air supply causes fish-eye defects, poor paint adhesion, and colour inconsistency on body panels. An adsorption dryer reaches -40°C to -70°C PDP, eliminating the free moisture that drives these defects. For a West Midlands automotive coating operation subject to OEM finish quality requirements, specifying an adsorption dryer is an engineering necessity, not a discretionary upgrade.
Ready to Protect Your UK Production Line?
Speak with our compressed air engineers. We respond within one working day, provide honest technical recommendations, and quote against your exact specification — no guesswork, no generic catalogue pricing.
© Ever Power Industrial | Micro-Heat Regeneration Adsorption Dryer | edit by gzl
sales@compresor-de-aer-pentru-tăiere-laser.com


