 Visite qualquer oficina de corte a laser em Birmingham, Sheffield ou Leeds hoje em dia, e você quase certamente ouvirá a mesma conversa: a qualidade do corte é inconsistente, o aço inoxidável está descolorindo ao longo da fenda e os custos de manutenção estão aumentando. Na maioria das vezes, a causa principal não é a fonte de laser em si, mas sim o ar comprimido que a alimenta. O compressor de ar de parafuso isento de óleo para corte a laser tornou-se, discretamente, um dos equipamentos auxiliares mais debatidos na fabricação de metal no Reino Unido, e por um bom motivo.
Visite qualquer oficina de corte a laser em Birmingham, Sheffield ou Leeds hoje em dia, e você quase certamente ouvirá a mesma conversa: a qualidade do corte é inconsistente, o aço inoxidável está descolorindo ao longo da fenda e os custos de manutenção estão aumentando. Na maioria das vezes, a causa principal não é a fonte de laser em si, mas sim o ar comprimido que a alimenta. O compressor de ar de parafuso isento de óleo para corte a laser tornou-se, discretamente, um dos equipamentos auxiliares mais debatidos na fabricação de metal no Reino Unido, e por um bom motivo.
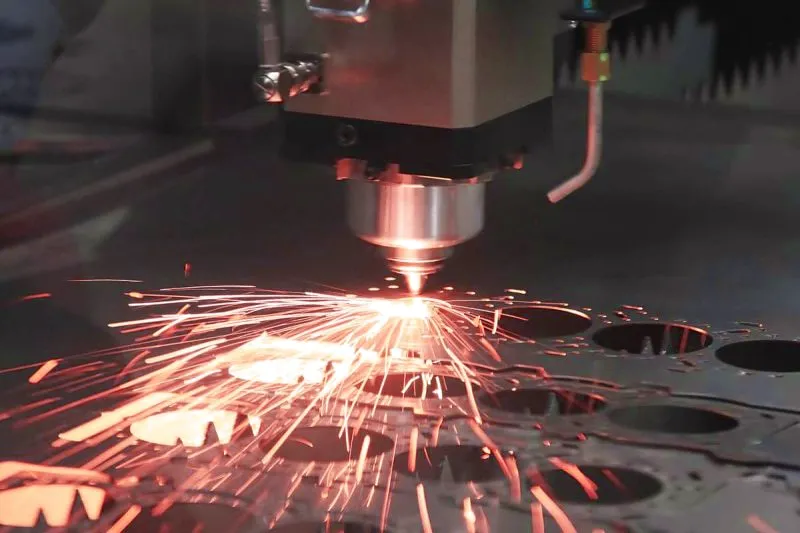
As modernas cabeças de corte a laser de fibra e CO₂ utilizam ar comprimido coaxial de alta pressão como principal gás auxiliar. Esse fluxo pressurizado sopra o material fundido para fora da fenda no exato momento em que o laser o derrete, resfria a zona de corte e protege a óptica contra respingos. A física envolvida é implacável: qualquer contaminação por hidrocarbonetos — mesmo traços de óleo de compressor medidos em partes por milhão — oxidará com o calor da zona de corte, deixando uma camada de óxido persistente que se manifesta como uma descoloração escura no aço inoxidável e uma superfície áspera e porosa no alumínio. Para fabricantes que fornecem para os setores automotivo, aeroespacial ou de dispositivos médicos, esse tipo de falha na qualidade da superfície é simplesmente inaceitável.
É exatamente por isso que fabricantes como a Han's Laser e a Hymson Laser começaram a especificar compressores de parafuso isentos de óleo como o equipamento recomendado para suas máquinas. Uma unidade isenta de óleo elimina o risco de contaminação na origem, em vez de depender inteiramente da filtragem posterior, que pode se degradar ou falhar silenciosamente. As páginas a seguir detalham a ciência por trás disso, as especificações que realmente importam e a justificativa comercial para a mudança — seja para operar um único laser de fibra de 3 kW ou uma linha de produção inteira com centros de corte de 20 kW.
Por que a contaminação por óleo prejudica a qualidade do corte a laser?
A metalurgia por trás do problema — e por que a filtração sozinha não é suficiente.
 Um laser de CO₂ ou de fibra gera um feixe focalizado que pode atingir temperaturas superiores a 3.000 °C no ponto focal. Nessas temperaturas, as moléculas residuais de hidrocarbonetos do lubrificante do compressor não simplesmente atravessam o feixe sem causar danos — elas entram em combustão e reagem com a superfície do metal base dentro da zona afetada pelo calor. Em aço inoxidável austenítico, como o 304 ou o 316L, isso produz óxido de cromo, visualmente distinto como uma descoloração amarelo-acastanhada que se estende de um a três milímetros ao longo da borda do corte. Nos setores de processamento de alimentos e fabricação farmacêutica — dois setores para os quais as empresas de corte a laser do Reino Unido fornecem componentes rotineiramente — esse tipo de contaminação superficial significa rejeição imediata e custos potenciais de retrabalho que chegam a milhares de libras por lote.
Um laser de CO₂ ou de fibra gera um feixe focalizado que pode atingir temperaturas superiores a 3.000 °C no ponto focal. Nessas temperaturas, as moléculas residuais de hidrocarbonetos do lubrificante do compressor não simplesmente atravessam o feixe sem causar danos — elas entram em combustão e reagem com a superfície do metal base dentro da zona afetada pelo calor. Em aço inoxidável austenítico, como o 304 ou o 316L, isso produz óxido de cromo, visualmente distinto como uma descoloração amarelo-acastanhada que se estende de um a três milímetros ao longo da borda do corte. Nos setores de processamento de alimentos e fabricação farmacêutica — dois setores para os quais as empresas de corte a laser do Reino Unido fornecem componentes rotineiramente — esse tipo de contaminação superficial significa rejeição imediata e custos potenciais de retrabalho que chegam a milhares de libras por lote.
O alumínio se comporta de maneira diferente, mas igualmente mal. Traços de óleo promovem porosidade na poça de fusão ressolidificada, produzindo uma parede de corte áspera que registra rugosidade Ra acima de 3,2 µm quando medida com um perfilômetro. Fabricantes de máquinas a laser CNC de alta qualidade declaram explicitamente em seus manuais de instalação que o ar comprimido deve estar em conformidade com a norma ISO 8573-1 Classe 0 para óleo — o que significa teor total de óleo inferior a 0,01 mg/m³. Um compressor de parafuso com injeção de óleo e filtro coalescente, em boas condições de funcionamento, pode atingir a Classe 1 (≤ 0,1 mg/m³) em um bom dia, mas isso já é dez vezes o limite permitido, e a condição do filtro se deteriora entre as manutenções.
O argumento de que “sempre usamos filtragem e está tudo bem” tende a ruir sob uma análise mais detalhada. Elementos filtrantes coalescentes saturam. Leitos de carvão ativado perdem a capacidade de adsorção sem aviso prévio. Um compressor de ar de parafuso isento de óleo para corte a laser elimina completamente essa variável: simplesmente não há óleo lubrificante na câmara de compressão para contaminar o fluxo de ar na origem. Essa é a diferença entre mitigação e eliminação de riscos.
Especificações técnicas em resumo
Série de compressores de parafuso isentos de óleo Ever Power — configuração para corte a laser
Como funciona um compressor de parafuso isento de óleo em uma configuração de corte a laser
Ciclo de compressão, ciência dos materiais e integração com a cabeça de corte.
 O princípio de compressão por parafuso de rotor duplo existe há décadas, mas as variantes sem óleo exigiram uma abordagem fundamentalmente diferente para a vedação do rotor. Em um compressor de parafuso convencional com injeção de óleo, o óleo lubrificante desempenha três funções simultâneas: veda a folga entre os rotores macho e fêmea, resfria a carga de ar durante a compressão e lubrifica os mancais do rotor. Eliminar o óleo da câmara de compressão significa que cada uma dessas funções precisa de uma solução independente.
O princípio de compressão por parafuso de rotor duplo existe há décadas, mas as variantes sem óleo exigiram uma abordagem fundamentalmente diferente para a vedação do rotor. Em um compressor de parafuso convencional com injeção de óleo, o óleo lubrificante desempenha três funções simultâneas: veda a folga entre os rotores macho e fêmea, resfria a carga de ar durante a compressão e lubrifica os mancais do rotor. Eliminar o óleo da câmara de compressão significa que cada uma dessas funções precisa de uma solução independente.
Na linha de compressores de parafuso isentos de óleo da Ever Power, os rotores de compressão são usinados com tolerâncias extremamente rigorosas e revestidos com um composto de PTFE de película seca que proporciona autolubrificação sem qualquer adição de hidrocarbonetos. Os mancais do rotor ficam fora da câmara de compressão e funcionam em alojamentos selados e lubrificados com graxa, que são fisicamente isolados do fluxo de ar por vedações labirínticas. A compressão em si ocorre em dois estágios nos modelos de alta pressão, com um intercooler removendo o calor da compressão entre os estágios. Essa arquitetura de dois estágios mantém as temperaturas de descarga bem abaixo do ponto em que qualquer traço de lubrificante do mancal poderia vaporizar e migrar para o ar.
Quando esse ar comprimido limpo atinge a cabeça de corte a laser, ele é alimentado coaxialmente ao redor do feixe de laser através do bocal. Com pressões de corte que normalmente variam de 0,6 MPa a 1,2 MPa, dependendo da espessura do material e da potência do laser, o jato de ar cria impulso suficiente para deslocar o material fundido da fenda para baixo e para longe da óptica. Fundamentalmente, ele também cria uma barreira de gás que limita a entrada de oxigênio na zona afetada pelo calor em ligas sensíveis — oxigênio que, combinado com qualquer resíduo de óleo, produziria exatamente a contaminação por óxido que os fabricantes do Reino Unido estão tentando evitar.
O inversor de frequência, presente de série em todos os modelos isentos de óleo da Ever Power, permite que o compressor module sua potência em tempo real conforme a demanda de corte a laser varia — por exemplo, entre o corte de alta pressão em aço inoxidável de 10 mm e as passagens de marcação de baixa pressão. Essa capacidade de ajuste de carga pode reduzir o consumo de energia elétrica em 25–35% em comparação com unidades de velocidade fixa, um fator cada vez mais importante considerando as tarifas de energia elétrica comerciais na Inglaterra, Escócia e País de Gales.
Rotores revestidos com PTFE
Autolubrificante, sem migração de hidrocarbonetos para o fluxo de ar, projetado para operação contínua 24 horas por dia, 7 dias por semana.
Ajuste de carga VFD
A velocidade do motor acompanha a demanda real, reduzindo as contas de energia em até 35% em comparação com alternativas de velocidade fixa.
Interresfriamento em dois estágios
Mantém a temperatura de descarga baixa, evitando a transferência de umidade e protegendo as lentes do laser a jusante.
Controlador Inteligente
Painel touchscreen com saída RS-485 e Modbus RTU para integração em redes de fábrica da Indústria 4.0.
Cenários de aplicação em diversos setores do Reino Unido
Na fabricação a laser, onde o ar comprimido limpo é crucial.
Principais vantagens da gama Ever Power sem óleo
Desempenho, confiabilidade e custo total de propriedade — comparados diretamente.
Capacidade de fabricação e serviço de configuração personalizada
Projetado para atender às necessidades específicas das oficinas de fabricação a laser do Reino Unido — e não apenas adaptado de um catálogo.
Uma das frustrações persistentes expressas pelos gerentes de compras do Reino Unido ao adquirir equipamentos de ar comprimido é a discrepância entre as especificações do catálogo e as condições reais do local. Um compressor padrão projetado para o mercado doméstico chinês, onde as temperaturas ambientes raramente ultrapassam os 30 °C, terá um desempenho muito diferente em uma oficina de fabricação na região de Black Country, operando durante o ano todo nas condições cinzentas e úmidas típicas da região central da Inglaterra. A equipe de engenharia da Ever Power opera um programa dedicado à personalização de produtos que aborda exatamente essas variáveis do mundo real.
As configurações personalizadas disponíveis para compradores do Reino Unido incluem dimensionamento modificado do intercooler para ambientes de alta umidade, filtragem de entrada dupla classificada para ambientes de oficina com níveis elevados de partículas (fumaça de soldagem, poeira de esmerilhamento), dimensionamento personalizado do reservatório de pressão para fornecer volume de buffer adequado para sistemas de laser com múltiplas cabeças, painéis elétricos com classificação ATEX para oficinas com operações adjacentes de pintura a pó ou acabamento à base de solvente e configurações de voltagem que atendem aos padrões de fornecimento do Reino Unido de 400V/3Ph/50Hz. A fábrica opera um processo estruturado de alteração de engenharia com prazos de entrega típicos de quatro a seis semanas para projetos não padronizados, e desenhos técnicos completos são fornecidos para o planejamento da instalação antes do início da produção.
Discuta sua aplicação específica de corte a laser com nossa equipe de engenharia.
Sucesso do cliente: resultados reais de oficinas de fabricação no Reino Unido
Resultados comprovados em ambientes de produção em toda a Inglaterra.
“Fornecemos componentes cortados a laser para equipamentos de processamento de alimentos a clientes em todo o Reino Unido e na UE. A limpeza da superfície é imprescindível para nós. O EP-37OF está em funcionamento há vinte meses sem uma única rejeição relacionada a óleo. Eu não voltaria à filtragem convencional.”
“O inversor de frequência (VFD) da unidade Ever Power fez uma grande diferença na nossa conta de luz. Estamos operando um laser de fibra de 6 kW e outro de 12 kW no mesmo compartimento, e o compressor acompanha a demanda combinada sem picos. A economia de energia em comparação com nossa antiga máquina de velocidade fixa foi de cerca de 28%, com base em nossa própria medição.”
“Somos uma subcontratada do setor aeroespacial e nossos auditores de gestão da qualidade perguntam especificamente sobre os registros de pureza do ar comprimido. Poder apresentar um compressor isento de óleo com certificação ISO 8573-1 Classe 0 simplifica enormemente essa conversa. A Ever Power forneceu toda a documentação necessária para o nosso dossiê de qualidade.”
Perguntas frequentes
Respostas práticas para compradores de fabricação a laser no Reino Unido — atualizado em 2025
Pronto para eliminar a contaminação por óleo do seu processo de corte a laser?
Fale com nossa equipe de engenharia de aplicações no Reino Unido. Avaliaremos sua configuração atual, especificaremos o compressor isento de óleo adequado e forneceremos um orçamento por escrito — sem compromisso.
[email protected] · Ever Power Industrial Equipment
editado por gzl