
설명

CMNL-060X Series · Micro-heat Regeneration Adsorption Dryer · Ever Power Manufacturing
What Makes the CMNL-060X the Right Adsorption Dryer for UK Industry?
Compressed air moisture is one of the most pervasive — and most costly — problems facing British industrial facilities today. From corroded pneumatic tooling on production floors in the Midlands to contaminated instrument air in Scottish offshore platforms, uncontrolled humidity directly erodes product quality, shortens equipment life, and drives up maintenance expenditure. The CMNL-060X micro-heat regeneration adsorption dryer was engineered to eliminate that risk permanently. By combining a twin-tower adsorption architecture with a low-energy micro-heat regeneration cycle, it consistently delivers outlet air with a pressure dew point between −40 °C and −70 °C — well within the Class 1 and Class 2 requirements of ISO 8573-1 that many UK pharmaceutical, electronics, and food-grade compressed air systems must meet. Unlike refrigerant-based dryers, which plateau at +3 °C pressure dew point, this unit drives moisture down to levels where even sub-zero pipeline environments remain condensation-free. The result is a dryer that not only protects your downstream equipment but measurably improves process yield and product consistency across every shift.
Backed by over 18 years of compressed air application experience and a manufacturing team that has supplied desiccant drying equipment to more than 40 countries, Ever Power brings rigorous engineering discipline to every unit that leaves the factory floor. The CMNL-060X ships with full documentation packages compatible with UK CE marking requirements and is designed for straightforward integration alongside any rotary screw or piston compressor operating at standard industrial pressures.
Technical Specifications
| 매개변수 | Specification | Notes |
|---|---|---|
| Pressure Dew Point (PDP) | −40 °C to −70 °C | ISO 8573-1 Class 1 / Class 2 |
| Regeneration Gas Volume | 4 – 6 % of rated flow | Micro-heat design reduces purge loss |
| Adsorbent Material | Activated Alumina (Al2O3) or Molecular Sieve (13X) | Customer-selectable based on duty |
| Pressure Drop | ≤ 0.02 MPa | Minimises compressor energy overhead |
| Control System | Single-chip microcomputer, fully automatic | Alarm output, remote monitoring ready |
| Power Supply | AC 220 V / 380 V, 50 Hz | UK single-phase and 3-phase compatible |
| Switching Cycle | 1 h – 4 h (adjustable) | Optimisable for seasonal humidity variation |
| Working Pressure Range | 0.4 – 1.0 MPa | Covers standard UK industrial systems |
How the Micro-heat Regeneration Adsorption Dryer Works
Understanding the operating principle of this adsorption dryer is essential for any engineer specifying compressed air treatment equipment. The CMNL-060X uses a twin-tower pressure swing adsorption (PSA) architecture, where each tower is packed with a high-grade desiccant bed — either activated alumina (Al2O3) for general industrial applications or 13X molecular sieve where ultra-low dew points of −70 °C are required. Wet compressed air enters the online tower and passes upward through the desiccant bed; water vapour molecules are captured by the highly porous adsorbent surface through Van der Waals forces, while dry air exits downstream with a dew point far below ambient temperature. What distinguishes the CMNL-060X from standard heatless designs is the micro-heat element integrated into the regeneration circuit. Rather than consuming 15–20 % of rated flow as purge air — the traditional heatless approach — the micro-heat system pre-heats a much smaller regeneration stream (only 4–6 % of rated capacity), dramatically reducing operating costs over the lifetime of the equipment. The two towers cycle automatically under microprocessor control, switching on a timer between 1 and 4 hours, ensuring the desiccant is always fully regenerated before it returns to service. The control system monitors cycle status continuously and can trigger an alarm output if dew point or cycle deviation is detected, enabling predictive maintenance practices increasingly demanded by UK plant managers.
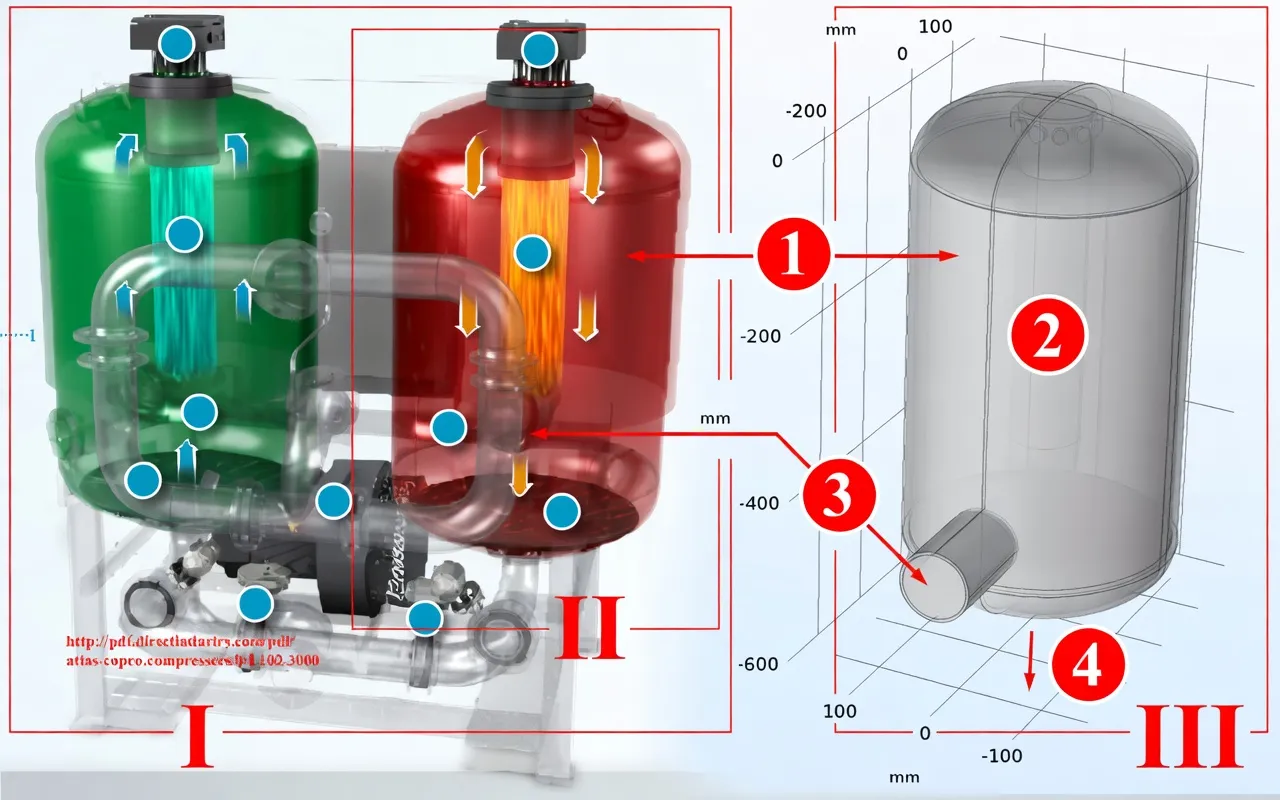
Fig. 1 — Twin-tower adsorption and micro-heat regeneration cycle, CMNL-060X Series
Core Components & Engineering Excellence
Precision Desiccant Bed
High-activity activated alumina or 13X molecular sieve, precisely graded for optimal surface area and moisture capacity, ensuring reliable dew point performance across varying inlet conditions.
Micro-heat Regeneration Element
A compact, low-wattage electric heater warms the regeneration air stream to the optimal temperature for rapid, complete desiccant reactivation while consuming far less energy than full-heat or heated-blower alternatives.
Single-chip Microprocessor Controller
A dedicated microcomputer manages tower switching, valve sequencing, heater operation, and alarm outputs. The control logic can be factory-programmed to user-specific switching cycles from 1 to 4 hours.
Optimisation Algorithm
Embedded control logic continuously balances adsorption efficiency against purge loss, adapting the cycle dynamically to inlet moisture load — a key advantage when UK seasonal humidity fluctuates significantly.
Why Choose the CMNL-060X Adsorption Dryer?
When plant engineers across the UK compare desiccant dryer options, four performance areas consistently determine the buying decision: moisture removal depth, energy operating cost, air quality output, and long-term reliability. The CMNL-060X adsorption dryer excels in all four. Its micro-heat regeneration approach dramatically cuts the purge air penalty to just 4–6 % of rated capacity, compared to the 15–20 % typical of heatless designs — translating into meaningful reductions in compressor energy consumption over a full operating year. At a site running a 75 kW compressor continuously, that differential alone can recover thousands of pounds in annual electricity cost. Air quality output is equally compelling: with a guaranteed outlet dew point of −40 °C minimum and the option of −70 °C when 13X molecular sieve is specified, the CMNL-060X comfortably satisfies BS EN ISO 8573-1 Class 1 and Class 2 humidity requirements, the benchmarks referenced in most UK pharmaceutical and food-grade compressed air qualification documents. Equipment longevity is protected at every point — low pressure drop across the desiccant beds keeps downstream pipework, valves, and actuators free from condensate erosion, while the self-regenerating desiccant can last 5–10 years before replacement is needed under normal duty. The fully automatic control eliminates operator intervention, reducing labour costs and the risk of human error that can compromise air quality in regulated environments.
4–6 %
Purge gas ratio — up to 70 % less than heatless alternatives
−70 °C
Minimum achievable pressure dew point with molecular sieve option
≤ 0.02 MPa
Pressure drop — preserves downstream system pressure
5–10 yrs
Typical desiccant service life under standard industrial conditions
Industry Applications Across the United Kingdom
The CMNL-060X micro-heat regeneration adsorption dryer is deployed across a wide spectrum of compressed air applications in the United Kingdom and wider Europe, wherever moisture in compressed air poses a regulatory, safety, or quality risk. In UK pharmaceutical manufacturing — particularly in the East Midlands and South East where GMP-grade production facilities are concentrated — this adsorption dryer provides the ultra-dry instrument air required to protect critical filling lines, tablet-coating processes, and pneumatic transfer systems from moisture contamination. In chemical processing, the unit’s resistance to process-side contaminants and its flexible desiccant options make it the preferred choice for protecting instrumentation in hazardous-area classified plants. Food and beverage manufacturers operating under BRC or SQF certification rely on this dryer to maintain Class 1 air quality on direct-contact packaging lines, preventing microbial risk from condensation. In precision electronics assembly — growing rapidly in Northern Ireland and Wales — even trace moisture can compromise solder joint integrity and cause premature PCB corrosion, making the −70 °C dew point option critical. The automotive sector, metal fabrication workshops, and general engineering facilities across the North of England and Scotland choose the CMNL-060X to protect spray painting booths, laser cutting machines, and CNC tooling from moisture-induced wear and quality defects.
Pharmaceutical
GMP-grade instrument air
Manufacturing
CNC, robotics, assembly
Food & Beverage
BRC / SQF Class 1 air
Chemical Processing
ATEX-compatible options
Electronics
−70 °C dew point grade
Automotive
Spray booths, laser cutting
Customer Success Stories
Real-world performance speaks louder than data sheets. The following case study and testimonials reflect verified deployments of the CMNL-060X adsorption dryer across UK and European industrial sites.
🏭 Featured Case Study · United Kingdom
Midlands Pharmaceutical Packaging — ISO Class 2 Qualification Achieved in 12 Days
A mid-size contract pharmaceutical packager based near Nottingham was failing its annual compressed air qualification audit due to inconsistent dew point readings from an ageing refrigerant dryer. Condensation was periodically reaching their nitrogen-purged blister packaging line, triggering batch rejections and regulatory hold notices. The facility engineer contacted Ever Power after reading the CMNL-060X specification in a trade publication. Following a site survey, Ever Power supplied a 30 Nm3/min CMNL-060X unit with molecular sieve desiccant, factory-configured to a −60 °C outlet dew point and fitted with a calibrated digital dew point transmitter for continuous monitoring. Installation was completed over a single weekend shutdown. Within 12 operating days, the facility’s qualification team had documented 30 consecutive dew point readings all below −55 °C — well inside the specification required by their EU GMP Annex 1 quality agreement. Batch rejection related to moisture contamination dropped to zero in the 18 months following commissioning, representing an estimated annual saving of £47,000 in rework and regulatory compliance activity.
Dew Point: −60 °C
Saving: ~£47,000/yr
Commission: 12 Days
★★★★★
“We installed three CMNL-060X units across our Leeds food processing facility in 2022. Dew point monitoring has been rock-solid at −42 °C or better since day one. Our BRC auditor commented it was the cleanest compressed air system he had reviewed all year.”
— David Hargreaves
Utilities Manager · Food & Beverage Manufacturer, Leeds, UK
★★★★★
“The energy savings were the initial draw — we cut compressor run-hours noticeably after switching from a heatless dryer. But what really surprised us was how much less maintenance the CMNL-060X requires. Twelve months in and we haven’t had a single service call.”
— Fiona McKinnon
Compressed Air Systems Engineer · Aerospace Component Manufacturer, Glasgow, UK
★★★★★
“Ever Power configured a custom flow capacity and outlet connection arrangement to fit our existing plant layout in Bristol. The technical support before and during installation was excellent — responsive, knowledgeable and flexible. Would recommend without hesitation.”
— James Thornton
Head of Engineering · Specialty Chemical Plant, Bristol, UK
About Ever Power — Specialist Manufacturer of Compressed Air Treatment Equipment
Ever Power has manufactured compressed air treatment equipment for more than 18 years, supplying adsorption dryers, refrigerant dryers, and inline filtration systems to industrial buyers across the United Kingdom, the European Union, and 40+ additional export markets. Our ISO 9001-certified manufacturing facility is equipped with modern CNC machining, automated desiccant filling lines, full hydrostatic pressure testing bays, and an in-house dew point testing laboratory capable of validating outlet air quality down to −80 °C before despatch.
A core pillar of our business is product customisation. UK buyers regularly specify non-standard requirements that off-the-shelf products cannot address: CE-marked electrical panels wired to UK IET standards, custom skid-mounted packages integrating pre-filtration and post-filtration in a single assembly, ATEX-classified solenoid valves for Zone 1 and Zone 2 hazardous areas, stainless steel pressure vessels for high-purity oxygen-enhanced processes, and site-specific paint and anti-corrosion finishes for coastal or offshore environments. Our engineering team handles each customisation with a formal design review and a client-approval drawing process, ensuring the finished unit matches the exact technical and dimensional requirements of your installation. Lead times for standard units are typically 2–4 weeks ex-works, with bespoke engineered units assessed individually. Spare parts — including desiccant refill kits, pilot valves, solenoid assemblies, and controller PCBs — are held in stock and can be air-freighted to any UK destination within 48 hours.
Selecting the Right Adsorption Dryer — A Practical Buyer’s Guide
Specifying a micro-heat regeneration adsorption dryer correctly saves considerable cost in both the short and long term. The four parameters that most strongly influence dryer selection are flow capacity (measured in Nm3/min or CFM at the inlet conditions), required outlet dew point, operating pressure range, and the temperature and moisture content of the incoming compressed air. UK installations face a specific challenge: summer ambient temperatures in plant rooms can exceed 38 °C, which raises inlet air moisture load substantially above the ISO reference condition of 35 °C / 1.0 MPa. Our application engineers apply correction factors to every specification to ensure the unit is sized for worst-case summer conditions rather than idealised nominal values. Buyers should also confirm whether the compressed air system includes adequate after-cooler and coalescing pre-filter — these protect the desiccant from oil aerosol contamination and excess liquid water carryover that would otherwise dramatically shorten bed life. Ever Power supplies full documentation packages including Declaration of Conformity, operating and maintenance manuals in English, and CE marking certificates as standard with every UK export unit.
🔢
Flow Capacity & Sizing
Always size at peak demand plus 20 % margin. Provide summer ambient temperatures for correction factor calculation.
📋
Technical Documentation
CE Declaration of Conformity, EN ISO 8573-1 test data, and English-language O&M manuals provided as standard.
🔧
Installation Support
Remote commissioning support via video call; on-site commissioning visits available for UK projects upon request.
📦
Spare Parts Availability
Desiccant refill kits, solenoid valves, pilot valve assemblies, and controller PCBs in stock for 48-hour dispatch to UK.
Ready to Specify Your Adsorption Dryer?
Send your flow rate, inlet conditions, and required dew point to our engineering team. We respond within 24 hours with a full technical proposal and competitive UK price.
Ever Power · Micro-heat Regeneration Adsorption Dryers · UK Export Specialists
[email protected]
gzl님이 편집함


