
Сипаттама
Advanced Compressed Air Treatment • UK Industrial Grade
CMNL-100X Micro-heat Regeneration
Adsorption Dryer
Precision-engineered for UK manufacturing, pharmaceutical, food processing, and electronics industries — delivering consistent pressure dew points as low as −70°C with a regeneration purge demand of just 4–6%, setting a new standard in energy-efficient adsorption drying.
Why UK Industries Trust the CMNL-100X Adsorption Dryer
 In environments where a single percentage point of moisture in compressed air lines can corrode pneumatic valves, spoil pharmaceutical batches, or cause circuit failures on sensitive PCB assemblies, the choice of drying technology is a production-critical decision. The CMNL-100X Micro-heat Regeneration Adsorption Dryer was developed to address this challenge with a combination of proven dual-tower adsorption physics and a forward-thinking micro-heat regeneration cycle that dramatically reduces operating costs compared to conventional heatless alternatives. Where standard heatless adsorption dryers consume 15–20% of compressed air output purely for adsorbent regeneration, the CMNL-100X cuts that figure to a mere 4–6%, translating directly into reduced compressor load and lower energy bills — a priority for UK plant operators facing significant utility cost pressures.
In environments where a single percentage point of moisture in compressed air lines can corrode pneumatic valves, spoil pharmaceutical batches, or cause circuit failures on sensitive PCB assemblies, the choice of drying technology is a production-critical decision. The CMNL-100X Micro-heat Regeneration Adsorption Dryer was developed to address this challenge with a combination of proven dual-tower adsorption physics and a forward-thinking micro-heat regeneration cycle that dramatically reduces operating costs compared to conventional heatless alternatives. Where standard heatless adsorption dryers consume 15–20% of compressed air output purely for adsorbent regeneration, the CMNL-100X cuts that figure to a mere 4–6%, translating directly into reduced compressor load and lower energy bills — a priority for UK plant operators facing significant utility cost pressures.
Deployed across industries from aerospace component manufacturing in Sheffield and pharmaceutical cleanrooms in Cambridge to food packaging lines in Leeds and offshore support facilities in Aberdeen, this adsorption dryer has built a strong reputation throughout the United Kingdom for dependable long-term performance. Its microcomputer-based control system brings intelligent automation to cycle management, dew-point tracking, and fault diagnostics — reducing the burden on maintenance teams and ensuring that any deviation from set parameters is flagged well before it can affect production quality or regulatory compliance.
Core Technical Specifications
The Engineering Behind Micro-heat Regeneration Adsorption Drying
The CMNL-100X operates on a continuous two-tower alternating principle that guarantees uninterrupted dry air supply — a fundamental requirement in any production facility running multiple shifts or continuous process operations. When wet compressed air enters Tower A, it passes upward through the adsorbent bed. The adsorbent material — either activated alumina or molecular sieve 13X — has an exceptionally high affinity for water vapour, capturing moisture molecules from the airstream and releasing deeply dried gas downstream. This adsorption phase continues until the onboard control system determines that the bed is approaching its practical saturation point, at which stage the inlet valve switches automatically to Tower B, which takes over drying duties without any interruption to the downstream air supply.
During the regeneration phase, Tower A receives a precisely metered flow of already-dried air that has been gently heated by the unit’s integrated micro-heater element. This low-temperature heated purge stream passes through the saturated bed and carries the trapped moisture out through the exhaust silencer. The micro-heat approach is an important engineering distinction from both heatless and full-heat regeneration: the applied heat significantly reduces the volume of purge air required while operating at temperatures well below those seen in full-heat regeneration systems, which can accelerate adsorbent ageing through repeated high-temperature thermal cycling. The CMNL-100X strikes the optimal balance — using heat precisely where it delivers efficiency gains without compromising adsorbent service life.
Following the heated purge stage, a cooling sub-cycle brings Tower A back to ambient operating temperature before it re-enters service. The switching cycle duration — adjustable between one and four hours — can be configured by the site engineer through the front-panel control interface, allowing fine-tuning based on actual inlet air conditions, which in the United Kingdom can vary significantly between a humid summer in the south of England and a cold dry winter in Scotland. This adaptability ensures the adsorption dryer consistently delivers target dew-point performance regardless of seasonal conditions.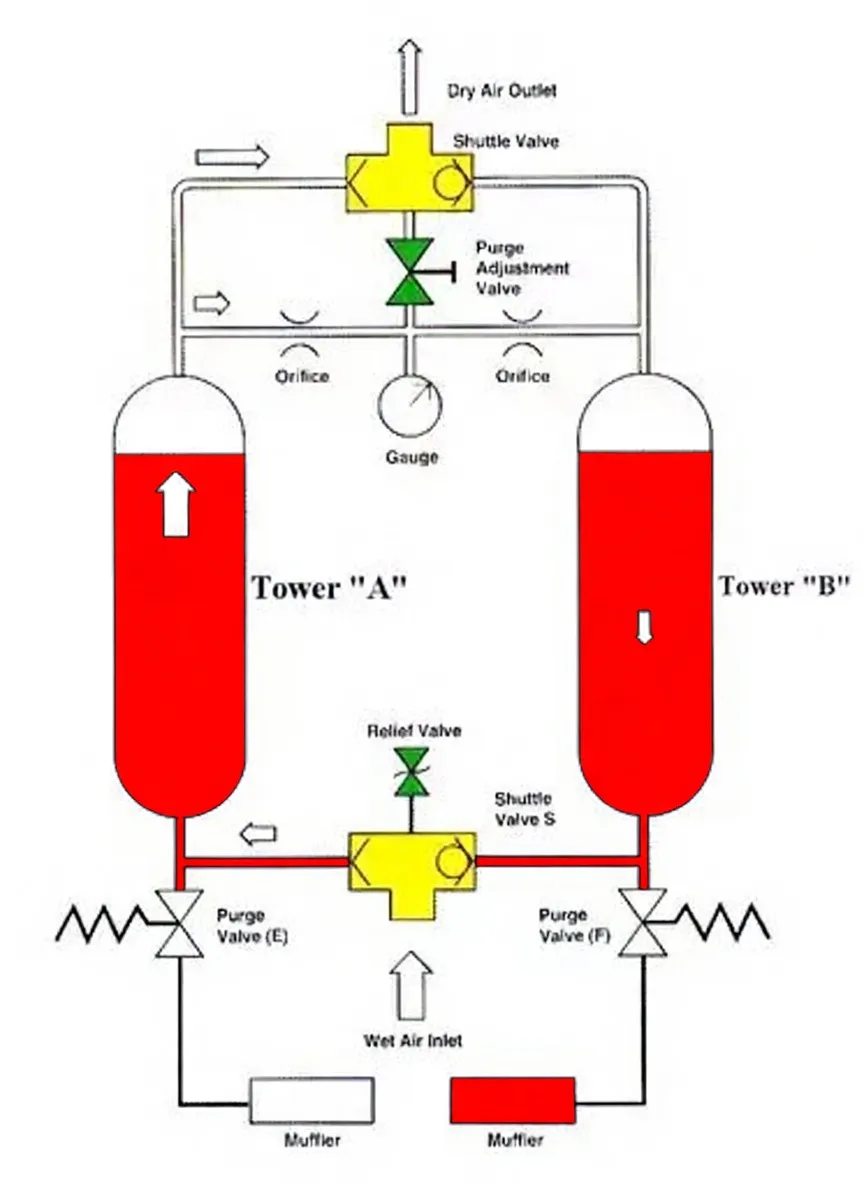
Six Decisive Advantages Over Conventional Drying Systems
Ultra-Deep Dew Point Performance
Outlet dew points as low as −70°C are far beyond the capability of refrigeration dryers. This makes the CMNL-100X the only viable choice for pharmaceutical cleanrooms, precision laboratory environments, and high-specification instrument air networks operating across the United Kingdom where air quality standards leave no room for compromise.
Significantly Lower Energy Cost
With purge air consumption capped at 4–6% of rated throughput, the CMNL-100X delivers substantial energy savings versus heatless adsorption dryers running at 15–20% purge. For a UK factory running two shifts per day, this differential can represent thousands of pounds per year in reduced electricity and compressor wear costs — a compelling return on investment calculation for capital expenditure approvals.
Zero-Interruption Continuous Output
The dual-tower design means one vessel is always in active adsorption service while the other regenerates. Dry air supply is never interrupted, regardless of where within the cycle the system sits. This continuous operation model aligns directly with the lean manufacturing and zero-downtime production philosophies widely adopted across UK industrial facilities.
Intelligent Microcomputer Control
The built-in PLC control unit continuously monitors tower pressure, cycle timing, heater operation, and valve status. Live diagnostics and fault notifications reduce reliance on reactive maintenance and allow UK plant engineers to plan service interventions around production schedules rather than responding to unplanned breakdowns during critical batch operations.
Space-Efficient Compact Layout
The CMNL-100X is designed with a compact physical footprint that simplifies integration into existing compressed air systems. In UK production facilities where machine floor space commands a premium — particularly in older converted industrial buildings common to the Midlands, North West, and Scottish Central Belt — the ability to install a high-performance adsorption dryer without a major plant rearrangement is a practical and financial benefit.
Extended Adsorbent Service Life
By keeping regeneration temperatures in the mild micro-heat range, the CMNL-100X avoids the thermal degradation that shortens adsorbent bed life in full-heat regeneration systems. Activated alumina beds typically deliver 3–5 years of reliable service under proper operating conditions, reducing the frequency and cost of adsorbent replacements for UK maintenance departments managing tight annual service budgets.
Industry Applications Across the United Kingdom
The CMNL-100X adsorption dryer serves a wide spectrum of UK industrial sectors, each presenting different humidity control demands and regulatory contexts. The common thread is the same: moisture in compressed air causes damage, waste, and compliance risk. Micro-heat regeneration adsorption drying eliminates that risk at minimal operating cost.
🏭 General Manufacturing
Paint spray booths, robotic welding cells, pneumatic tooling, and precision assembly lines all depend on dry compressed air to prevent corrosion, contamination, and component failure. The CMNL-100X is widely specified by UK engineering subcontractors and Tier 1 automotive and aerospace suppliers as their primary air treatment solution.
🍽️ Food & Beverage Processing
BRC Global Standard and BFFF codes of practice require food-contact compressed air to be dry, clean, and free of viable micro-organisms. Humid air lines are a well-documented route for microbial ingress in food production. The CMNL-100X provides the sub-zero dew point performance that UK food manufacturers need to protect product integrity and maintain audit-ready compressed air quality records.
💉 Pharmaceutical & Biotech
GMP Annex 1 and MHRA guidelines applicable to UK pharmaceutical manufacturers place strict requirements on instrument air and breathing air quality. The CMNL-100X’s capacity to deliver −70°C dew points consistently makes it a compliant foundation for tablet coating, lyophilisation, filling lines, and aseptic processing environments in facilities from Cheshire to the Scottish central belt.
💻 Electronics & Semiconductor
PCB soldering processes, ESD-sensitive component handling, and cleanroom environments in UK electronics assembly and semiconductor packaging plants demand humidity-controlled compressed air. Even brief moisture excursions can cause surface oxidation, solder bridging, or component degradation. The CMNL-100X adsorption dryer eliminates this risk with reliable, deep dew-point control.
CMNL-100X vs. Alternative Drying Technologies
Proven Results from UK Industrial Operations
Verified outcomes from British manufacturers who rely on the CMNL-100X every day
Thornfield Precision Engineering Ltd
Sheffield, South Yorkshire • Aerospace & Defence Components
“Moisture in our pneumatic lines was causing valve sticking and pushing our rejection rate on machined aluminium housings above 3.5%. Within the first production quarter following CMNL-100X installation, rejections dropped to under 0.4%. The dew-point stability during Yorkshire winters has been outstanding. Energy savings versus our old heatless adsorption dryer are genuinely visible on the utility bills.”
James Hartley — Head of Production Engineering
Meridian Pharma Solutions Ltd
Cambridge, East of England • Pharmaceutical Manufacturing
“Our GMP audit team required instrument air pressure dew point no higher than −40°C throughout the facility at all times. The CMNL-100X meets this routinely and frequently delivers −55°C under normal conditions. The onboard diagnostics changed how our maintenance programme works — we schedule service visits around batch release rather than reacting to failures.”
Dr. Sarah Whitmore — Site Quality Assurance Manager
Northgate Fine Foods Ltd
Leeds, West Yorkshire • Food Processing & Packaging
“BRC auditors flagged our compressed air humidity levels during an annual audit. We evaluated three adsorption dryer suppliers before choosing the CMNL-100X for its energy data and customisation options. Six months later, we passed our BRC re-audit with a Grade A result. Not a single unscheduled call-out related to air quality since commissioning.”
Michael Baxter — Utilities & Maintenance Manager
Our Manufacturing Capability & Product Customisation Services
With more than 18 years of specialised experience in compressed air treatment engineering, our manufacturing facility operates under rigorous quality management controls and supplies adsorption dryers to industrial clients across the United Kingdom, Europe, and global markets. Every CMNL-100X unit dispatched from our factory is accompanied by a full factory acceptance test report, CE conformity declaration, and calibration records traceable to national standards — documentation that satisfies the audit requirements of UK pharmaceutical, food safety, and aerospace compliance frameworks.
Deep product customisation is a defining strength of our operation. Our applications engineering team works closely with UK procurement and plant engineering departments to develop adsorption dryer configurations that precisely match site requirements that fall outside standard catalogue specifications. Custom build options include non-standard flow capacities ranging from small laboratory-scale units to large multi-train industrial installations, special inlet and outlet flange configurations to suit existing pipework, ATEX Zone 1 and Zone 2 rated control panels for hazardous area applications in chemical and petrochemical sites, stainless steel vessel internals for hygienic food and pharmaceutical grade installations, integrated pre-filtration and post-filtration skid packages, remote telemetry and SCADA integration modules, and dual-media adsorbent configurations for specific gas impurity challenges. If your process requirement lies beyond the standard product range, our engineering team wants to hear from you.
Custom Flow Rates
Configured to exact Nm³/min site requirements
ATEX-Rated Options
Zone 1 / Zone 2 certified control panels available
Hygienic Grade Builds
Stainless steel interiors for food & pharma applications
Remote Monitoring
Optional SCADA / BMS data integration packages
Skid-Mounted Systems
Integrated filtration & dryer packages on single frame
Жиі қойылатын сұрақтар
Common questions from UK plant engineers, procurement managers, and maintenance teams
Eliminate Moisture Problems in Your Compressed Air System
Our application engineers are ready to help UK companies select, specify, and commission the right micro-heat regeneration adsorption dryer for their exact process requirements. Detailed quotation response within one working day guaranteed.
✉ Contact Our UK Sales Engineering Team
gzl арқылы өңдеу


