 Walk through any laser cutting shop in Birmingham, Sheffield, or Leeds today, and you will almost certainly hear the same conversation: cut quality is inconsistent, the stainless is discolouring along the kerf, and maintenance costs are creeping up. More often than not, the root cause is not the laser source itself — it is the compressed air being fed into it. The oil-free screw air compressor for laser cutting has quietly become one of the most debated pieces of ancillary equipment in UK metal fabrication, and for very good reason.
Walk through any laser cutting shop in Birmingham, Sheffield, or Leeds today, and you will almost certainly hear the same conversation: cut quality is inconsistent, the stainless is discolouring along the kerf, and maintenance costs are creeping up. More often than not, the root cause is not the laser source itself — it is the compressed air being fed into it. The oil-free screw air compressor for laser cutting has quietly become one of the most debated pieces of ancillary equipment in UK metal fabrication, and for very good reason.
Modern fibre and CO₂ laser cutting heads use co-axial high-pressure compressed air as the primary assist gas. That pressurised stream blows molten material out of the kerf at the precise moment the laser melts it, cools the cut zone, and shields the optic from spatter. The physics here are unforgiving: any hydrocarbon contamination — even traces of compressor oil measured in parts per million — will oxidise at the heat of the cut zone, leaving behind a stubborn oxide layer that shows up as a dark discolouration on stainless steel and a rough, porous surface on aluminium. For fabricators supplying the automotive, aerospace, or medical device sectors, that kind of surface quality failure is simply not acceptable.
This is precisely why manufacturers such as Han’s Laser and Hymson Laser have started specifying oil-free screw compressors as the recommended pairing for their machines. An oil-free unit eliminates the contamination risk at source rather than relying entirely on downstream filtration, which can degrade or fail silently. The pages that follow break down the science, the specifications that actually matter, and the commercial case for making the switch — whether you run a single 3 kW fibre laser or a whole shop floor of 20 kW cutting centres.
Why Oil Contamination Ruins Laser Cut Quality
The metallurgy behind the problem — and why filtration alone is not enough
 A CO₂ or fibre laser generates a focused beam that can reach temperatures exceeding 3,000 °C at the focal point. At those temperatures, residual hydrocarbon molecules from compressor lubricant do not simply pass through harmlessly — they combust and react with the base metal surface within the heat-affected zone. On austenitic stainless steel such as 304 or 316L, this produces chromium oxide, visually distinct as a brownish-yellow discolouration that extends one to three millimetres along the kerf edge. In food processing and pharmaceutical fabrication — two sectors where UK laser shops routinely supply components — that kind of surface contamination means outright rejection and potential rework costs running into thousands of pounds per batch.
A CO₂ or fibre laser generates a focused beam that can reach temperatures exceeding 3,000 °C at the focal point. At those temperatures, residual hydrocarbon molecules from compressor lubricant do not simply pass through harmlessly — they combust and react with the base metal surface within the heat-affected zone. On austenitic stainless steel such as 304 or 316L, this produces chromium oxide, visually distinct as a brownish-yellow discolouration that extends one to three millimetres along the kerf edge. In food processing and pharmaceutical fabrication — two sectors where UK laser shops routinely supply components — that kind of surface contamination means outright rejection and potential rework costs running into thousands of pounds per batch.
Aluminium behaves differently but equally badly. Oil traces promote porosity in the re-solidified melt pool, producing a rough kerf wall that registers above Ra 3.2 µm when measured with a profilometer. High-end CNC laser machine manufacturers explicitly state in their installation manuals that assist air must conform to ISO 8573-1 Class 0 for oil — meaning total oil content below 0.01 mg/m³. A well-maintained oil-injected screw compressor with a coalescing filter might achieve Class 1 (≤ 0.1 mg/m³) on a good day, but that is already ten times the permitted limit, and filter condition degrades between service intervals.
The argument that “we have always used filtration and it is fine” tends to collapse under closer examination. Coalescing filter elements saturate. Activated carbon beds lose adsorption capacity without visual warning. An oil-free screw air compressor for laser cutting eliminates the variable entirely: there is simply no lubricating oil in the compression chamber to contaminate the airstream at source. That is the difference between risk mitigation and risk elimination.
Technical Specifications at a Glance
Ever Power oil-free screw compressor series — laser cutting configuration
How an Oil-Free Screw Compressor Works in a Laser Cutting Setup
Compression cycle, materials science, and integration with the cutting head
 The twin-rotor screw compression principle has been around for decades, but oil-free variants required a fundamentally different approach to rotor sealing. In a conventional oil-injected screw compressor, lubricating oil serves three simultaneous functions: it seals the clearance between male and female rotors, cools the air charge during compression, and lubricates the rotor bearings. Eliminating oil from the compression chamber means each of these functions needs an independent solution.
The twin-rotor screw compression principle has been around for decades, but oil-free variants required a fundamentally different approach to rotor sealing. In a conventional oil-injected screw compressor, lubricating oil serves three simultaneous functions: it seals the clearance between male and female rotors, cools the air charge during compression, and lubricates the rotor bearings. Eliminating oil from the compression chamber means each of these functions needs an independent solution.
In the Ever Power oil-free screw compressor range, the compression rotors are machined to extremely tight tolerances and coated with a dry-film PTFE-based compound that provides self-lubrication without any hydrocarbon input. Rotor bearings sit outside the compression chamber and run in sealed grease-lubricated housings that are physically isolated from the airstream by labyrinth seals. The compression itself happens in two stages for higher-pressure models, with an intercooler removing the heat of compression between stages. This two-stage architecture maintains discharge temperatures well below the point at which any trace bearing lubricant could vaporise and migrate into the air.
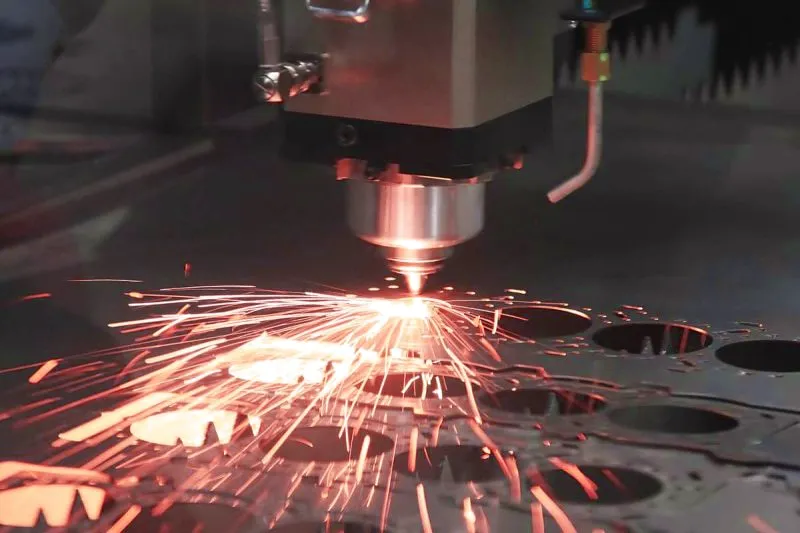
When this clean compressed air reaches the laser cutting head, it is fed co-axially around the laser beam through the nozzle. At cutting pressures typically ranging from 0.6 MPa to 1.2 MPa depending on material thickness and laser power, the air jet creates sufficient momentum to displace the molten kerf material downward and away from the optic. Critically, it also creates a gas shield that limits oxygen ingress into the heat-affected zone on sensitive alloys — oxygen that, combined with any oil residue, would produce exactly the oxide contamination UK fabricators are trying to avoid.
The variable frequency drive fitted as standard on all Ever Power oil-free models allows the compressor to modulate its output in real time as laser cutting demand fluctuates — for example, between high-pressure cutting of 10 mm stainless and low-pressure marking passes. This load-matching capability can reduce electricity consumption by 25–35% compared with fixed-speed units, an increasingly significant factor given commercial electricity tariffs across England, Scotland, and Wales.
PTFE-Coated Rotors
Self-lubricating, zero hydrocarbon migration into the airstream, rated for continuous 24/7 operation.
VFD Load Matching
Motor speed tracks actual demand, reducing energy bills by up to 35% vs fixed-speed alternatives.
Two-Stage Intercooling
Keeps discharge temperature low, preventing moisture carryover and protecting downstream laser optics.
Smart Controller
Touchscreen panel with RS-485 and Modbus RTU output for integration into Industry 4.0 factory networks.
Application Scenarios Across UK Industries
Where clean compressed air matters most in laser fabrication
Key Advantages of the Ever Power Oil-Free Range
Performance, reliability, and total cost of ownership — compared directly
Manufacturing Capability & Custom Configuration Service
Built for the specific demands of UK laser fabrication shops — not just adapted from a catalogue
One of the persistent frustrations expressed by UK purchasing managers when sourcing compressed air equipment is the mismatch between catalogue specifications and actual site conditions. A standard compressor designed for a Chinese domestic market where ambient temperatures rarely exceed 30 °C will behave very differently in a Black Country fabrication shop running twelve months a year through the grey, damp conditions typical of the English Midlands. Ever Power’s engineering team operates a dedicated product customisation programme that addresses exactly these real-world variables.
Custom configurations available to UK buyers include modified intercooler sizing for high-humidity environments, dual-inlet filtration rated for workshop environments with elevated particulate levels (welding fume, grinding dust), bespoke pressure vessel sizing to provide adequate buffer volume for multi-head laser systems, ATEX-rated electrical panels for shops with adjacent powder coating or solvent-based finishing operations, and voltage configurations matching UK 400V/3Ph/50Hz supply standards. The factory runs a structured engineering change process with typical lead times of four to six weeks for non-standard builds, and full technical drawings are provided for installation planning before production begins.
Discuss your specific laser cutting application with our engineering team
Customer Success: Real Results from UK Fabrication Shops
Verified outcomes from production environments across England
“We supply laser-cut components for food processing equipment to clients across the UK and EU. Surface cleanliness is non-negotiable for us. The EP-37OF has been running twenty months without a single oil-related rejection. I would not go back to conventional filtration.”
“The VFD on the Ever Power unit has made a real difference to our electricity bill. We are running a 6 kW and a 12 kW fibre laser in the same bay, and the compressor tracks the combined demand without spiking. The energy saving versus our old fixed-speed machine has been around 28% based on our own metering.”
“We are an aerospace subcontractor and our quality management auditors ask specifically about compressed air purity records. Being able to point to an ISO 8573-1 Class 0 certified oil-free compressor simplifies that conversation enormously. Ever Power provided all the documentation we needed for our quality file.”
Жиі қойылатын сұрақтар
Practical answers for UK laser fabrication buyers — updated 2025
Ready to Eliminate Oil Contamination from Your Laser Cutting Process?
Talk to our UK application engineering team. We will assess your current setup, specify the correct oil-free compressor, and provide a written quotation — no obligation.
[email protected] · Ever Power Industrial Equipment
gzl арқылы өңдеу