
説明

技術仕様
CMNL-080Xのすべてのパラメータは、英国産業界全体で求められる圧縮空気の純度要件を満たすように校正されています。対象となるのは、ウェスト・ミッドランズの精密工学工場から、チェシャーの製薬クリーンルーム、ティーズサイドの化学処理施設、イースト・アングリアの食品製造施設まで多岐にわたります。以下の表は、主要な性能データをまとめたものです。吸気条件、容器圧力定格、周囲動作温度範囲など、詳細な仕様書については、弊社までお問い合わせください。
マイクロ熱再生の背後にある科学
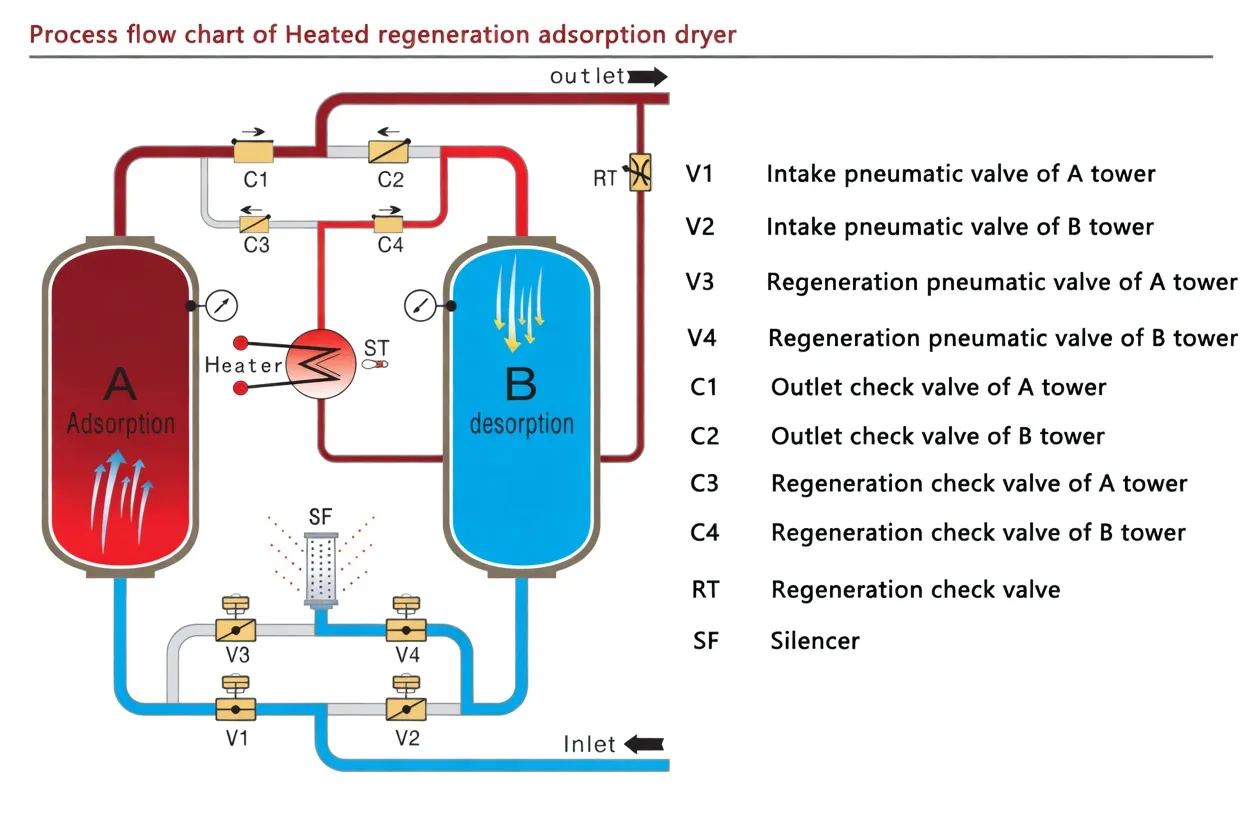
CMNL-080Xは、数十年にわたる圧縮空気処理技術の開発を経て改良されたツインタワー吸着方式を採用しています。乾燥工程では、湿った圧縮空気が最初の容器に入り、活性アルミナまたは13Xモレキュラーシーブの厚い層を通過します。乾燥剤の内部表面積(高品位モレキュラーシーブでは1グラムあたり200平方メートルを超える場合もある)の強力な吸着力によって水分子が気流から引き抜かれ、結晶構造内に保持されます。排出される空気は、従来の冷凍式システムでは到達できないほどの露点に達しています。
最初の容器が生産空気流を乾燥させている間、2番目の容器は再生を行います。すでに乾燥された出力空気のうち、定格流量のわずか4~6%という正確に計量された量が、低ワット数のマイクロヒーターによって、水分と乾燥剤の吸着結合を断ち切るのに十分な温度まで加熱されます。この温かいパージ空気がベッドから水蒸気を奪い取り、排気口から排出します。必要な加熱エネルギーは、加熱パージ式乾燥機全体のエネルギーのほんの一部であり、まさにこの点がこの設計が「マイクロヒート」と呼ばれる所以であり、現在の英国の産業用電力料金を考慮すると経済的に魅力的なものとなっています。プログラム可能なコントローラーは、メンテナンスチームが専門工具なしで調整できるサイクルで、タワーの役割を交互に切り替えます。
英国のエンジニアがCMNL-080Xを指定する理由
英国全土において、スコットランドの食品メーカーやウェールズの化学加工業者から、チェシャーの製薬工場、イースト・ミッドランズの自動車組立ラインに至るまで、高性能な吸着式乾燥機と平均的な乾燥機との性能差は、最初の四半期の生産で顕著になります。CMNL-080Xは、この差を6つの側面から同時に埋めます。
超低圧露点
CMNL-080Xは-70℃まで対応し、空気圧アクチュエータ、分析機器、電子制御筐体を結露による損傷から保護します。季節的な温度変化によって配管への湿気の侵入が加速される、湿度の高い英国の工場環境においても効果を発揮します。
エネルギー消費量の削減
再生パージ量を4~6%に制限し、低ワット数のマイクロヒーターで熱処理を行うことで、この乾燥機は従来の加熱パージ式設計の運転コストを大幅に削減します。2交代制または3交代制で稼働する英国の工場では、この差が積み重なることで年間電気料金の大幅な節約につながります。
連続乾燥空気出力
交互に配置されたツインタワー設計により、タワー切り替え時も乾燥した圧縮空気が途切れることなく供給されます。そのため、生産ライン、特に医薬品包装ラインや自動スプレーコーティングラインでは、バッチの品質を損なったり、品質保留を引き起こしたりする可能性のある水分量の急増が発生することはありません。
インテリジェント自動制御
内蔵マイクロコンピュータは、1~4時間の切り替え範囲全体にわたって、オペレーターの介入なしにサイクルタイミングの管理、アラームの監視、および動作調整を行います。保守チームは、専門の試運転エンジニアを必要とせずに、生産日を通して変化する圧縮空気需要プロファイルに合わせてサイクル時間を調整できます。
省スペース設計
床面積が生産能力に直結する環境において、CMNL-080Xは非常にコンパクトな筐体ながら工業グレードの乾燥性能を発揮します。英国各地の既存のコンプレッサー室への設置は、土木工事や構造変更を最小限に抑えることができるため、設備投資予算の提出におけるプロジェクトコストの予測可能性が高まります。
ISOグレード吸着剤
活性アルミナ(Al2O3)は、-40℃での信頼性の高い性能が求められる汎用用途に適しています。一方、13Xモレキュラーシーブは、より低温の-70℃での使用を想定しています。どちらの材料もISO品質基準に準拠しており、適切な入口前ろ過を行うことで、英国の連続産業使用条件下で複数年にわたる耐用年数が保証されています。
英国全土でサービスを提供している業界
CMNL-080X吸着式乾燥機は、英国の産業生産を支える4つの主要分野において、ミッションクリティカルな圧縮空気用途に導入されています。各用途分野では、空気の純度と露点安定性に関してそれぞれ異なる要求が課せられますが、この乾燥機は設定可能なパラメータを備えているため、妥協や特注設計をすることなく、あらゆる要求に対応できます。
🔩 製造・エンジニアリング
英国中部および北部の自動組立ライン、レーザー切断システム、CNC加工センター、精密塗装ブースでは、腐食、バルブの故障、表面仕上げの欠陥を防ぐために、乾燥した圧縮空気が不可欠です。CMNL-080Xは、これらの工程で必要とされるISO 8573-1クラス2の水分品質を、あらゆる使用箇所で提供します。
💊 医薬品製造
チェシャー、ヨークシャー、グレーターロンドンにあるGMP準拠の製薬施設では、この吸着式乾燥機を使用して、錠剤コーティング、ブリスター包装、クリーンルームの空調システムに計装用グレードの空気を供給しています。持続的な露点性能はMHRAの監査文書要件を満たし、圧縮空気供給ライン内の微生物増殖リスクを排除します。
🍞 食品・飲料加工
イースト・アングリアの穀物貯蔵施設からスコットランドの瓶詰め工場まで、圧縮空気中の水分は微生物汚染を引き起こし、BRCおよびHACCP規格への準拠を脅かします。CMNL-080Xは、このリスクを完全に排除し、包装ラインのサービス間隔を延長し、英国の食品サプライチェーン全体でブランドの評判を守ります。
⚗️ 化学処理
ティーズサイドとハンバーサイドの石油化学産業集積地では、湿気が望ましくない副反応や触媒の劣化を引き起こします。CMNL-080Xは、これらの安全性が極めて重要な施設において、プロセス計装、空気圧制御弁、不活性ガスブランケット、計器パージなどの用途に必要な厳密な乾燥空気状態を維持します。
顧客成功事例:英国拠点における実績
これらの数値は、英国の産業施設におけるCMNL-080Xの設置から得られた測定結果を反映したものです。これらの施設では、エンジニアリングマネージャーが、稼働開始から12か月以内に、品質、稼働時間、および運用コストへの影響を正式に追跡しました。
事例研究 · 自動車製造業 · ウェスト・ミッドランズ
コベントリー・ドライブライン・コンポーネンツ社
このティア1自動車部品サプライヤーは、圧縮空気リングメインに沿って頻繁に発生する空気圧バルブの故障と内部腐食に悩まされており、計画外のメンテナンス費用として年間約47,000ポンドを費やしていました。CMNL-080Xユニットを2台設置したところ、出口露点が+3℃から-52℃に低下しました。バルブ交換頻度は8か月以内に76%減少し、年間メンテナンス費用は合計39,500ポンド削減されました。空気圧故障による生産停止は四半期あたり14件からわずか2件に減少し、メンテナンス予算を予防的な投資に再配分することが可能になりました。
事例研究 · 医薬品製造 · チェシャー
ノーザンバイオ・ファーマ、マックルズフィールド
MHRAのガイドラインに基づいて運営されているこの医薬品受託製造業者は、使用箇所すべてにおいて一貫した圧縮空気品質の文書化を実証する必要がありました。従来の冷凍式乾燥機では、検証プロトコルで規定されている-40℃の露点を確実に達成することができませんでした。CMNL-080Xの導入後、施設は-65℃の露点を安定して維持し、空気品質に関する不適合が1件も指摘されることなく、MHRAの監査サイクルを3回連続で通過しました。品質保証マネージャーは、バッチの不合格が1件でも発生しなくなったこと(現在はもはや懸念事項ではありません)だけでも、導入から18か月以内に設備投資が正当化されたと確認しました。
事例研究・食品加工・スコットランド高地
ハイランド・グレイン・プロセッサーズ、インヴァネス
スコットランド高地の季節的な湿気により、施設の空気圧式穀物搬送システムに断続的に湿気が侵入し、穀物の凝集や毎週の清掃停止が発生して処理能力が低下していました。18 m3/分の流量要件に合わせて設計されたCMNL-080Xを1台導入したところ、湿気による問題は完全に解消されました。清掃停止は週4回からゼロに減り、搬送ラインの稼働率は最初の6か月間で79%から97%に向上しました。同社はその後、同様の結果が得られたとして、アバディーンシャーにある姉妹施設向けにさらに2台を発注しました。
英国のプラント技術者の声
計装用空気システムの湿気問題に2年間悩まされていましたが、この吸着式乾燥機を導入したところ、最初の1週間で問題が解決しました。現在、露点温度は-52℃を維持しており、試運転開始以来、結露によるトリップはゼロです。
ジェームズ・R — メンテナンスマネージャー
ティーズサイドの特殊化学品工場
★★★★★
当社はCMNL-080Xを、5年間の総所有コストで欧州の代替製品2機種と比較しました。その結果、エネルギー消費量は22%低くなりました。3交代制で連続稼働する施設にとって、この差は設備投資の正当性を判断する上で商業的に非常に重要な意味を持ちます。
サラ・M. — 資本プロジェクトエンジニア
医療機器メーカー、ミルトン・キーンズ
★★★★★
マイクロコンピューターパネルは直感的に操作でき、警報システムは十分な事前警告を発してくれるため、緊急出動をすることなくメンテナンス計画を立てることができます。設置後1週間以内に、当社のチームは乾燥機を自力で操作できるようになりました。堅牢な設計で、英国の工場環境に最適です。
デビッド・T — サイトエンジニアリングリーダー
食品包装施設、ブリストル
★★★★★
よくある質問
英国の調達担当者、プラントエンジニア、設備管理チームから、産業用圧縮空気処理装置CMNL-080Xの評価に関する質問が寄せられました。
英国の産業顧客向けにCMNL-080Xマイクロ熱再生吸着式乾燥機を供給する場合の一般的な価格帯はどのくらいですか?また、正確な見積もりを取得するにはどうすればよいですか?
価格は、指定流量、吸着剤の種類、SCADA統合やIP66準拠筐体などのオプション機能、および総注文量によって異なります。英国のお客様には、運賃と技術資料一式を含む関税込みの見積もりをご提供いたします。お客様の現場要件に合わせた正確な見積もりをご希望の場合は、圧縮空気流量(m³/分)、作動圧力、入口温度、露点目標値を添えて、弊社営業チームまで直接お問い合わせください。
英国における医薬品圧縮空気用途において、マイクロ熱再生式吸着乾燥機は冷凍式乾燥機とどのように異なり、どちらがMHRA(医薬品・医療製品規制庁)の要件を満たしているのでしょうか?
冷凍式乾燥機は、圧力露点を約+3℃~+7℃まで下げることができます。これは一般的な作業場の空気には十分ですが、MHRAガイドラインで一般的に-40℃以上が求められる製薬環境には不十分です。CMNL-080Xは、乾燥剤吸着方式を採用することで-70℃まで下げることができ、ISO 8573-1クラス2の水分要件を満たし、規制監査で求められる一貫した性能記録を提供します。英国でGMP(医薬品製造管理基準)に準拠した圧縮空気システムを使用する場合は、吸着式乾燥機が最適な技術です。
英国の食品加工工場でBRCグローバルスタンダードの要件を満たす必要がある場合、活性アルミナと13Xモレキュラーシーブのどちらの吸着材を選択すべきでしょうか?
BRC規格に準拠した食品加工用途で露点温度-40℃を目標とする場合、活性アルミナは優れた性能、長寿命、そして容易な再生管理を実現します。一方、窒素発生、MAP包装、真空システムなど、バリデーションプロトコルで-70℃が要求される場合は、13倍分子ふるいオプションが優れた乾燥深度を提供します。当社のアプリケーションチームは、お客様の実際の吸気条件、作動圧力、年間稼働時間に基づいて最適な選択肢をご提案いたします。
ウェストミッドランズ地方の自動車製造工場向けに、完全な資料を備えたマイクロ熱再生式吸着乾燥機の信頼できるサプライヤーはどこで見つけられますか?
当社は、CMNL-080Xを英国の産業顧客に直接供給しており、競争力のある納期、CE規格に準拠した設計文書、出荷前検査報告書、定期メンテナンスプログラムや吸着剤補充パックを含むアフターサービスサポートを提供しています。ウェストミッドランズ地域の自動車関連顧客は、英国営業チームにメールでご連絡いただければ、設置場所の実現可能性評価をご依頼いただけます。初期サイズ計算から試運転ガイダンス、継続的なサービス計画まで、あらゆる面でサポートいたします。
CMNL-080X吸着式乾燥機の乾燥剤はどのくらいの頻度で交換する必要がありますか?また、連続シフトで稼働している英国の化学工場の場合、継続的なメンテナンスには通常どのくらいの費用がかかりますか?
適切な前処理ろ過を施した清浄な吸気条件下では、活性アルミナおよび13X分子ふるいベッドは通常3~5年ごとに交換が必要です。上流のコンプレッサーからのオイルの持ち越しや、仕様を超える吸気温度の上昇は劣化を加速させます。当社では、各ユニットに適したサイズの補充用メディアパックをご用意しており、バルブシール交換、露点検証試験、制御システム点検などを含む体系的な年間メンテナンスプログラムを提供しています。このプログラムは、連続シフト制の化学処理施設の計画メンテナンス期間に合わせて設計されています。
英国の製造業において、圧縮空気のエネルギーコストを削減するために、加熱不要のパージ式乾燥機からマイクロ熱再生式吸着乾燥機にアップグレードする最適な時期はいつでしょうか?
熱を使わないパージドライヤーが再生のために総圧縮空気流量15%以上を消費している場合、アップグレードの経済的メリットは大きくなります。この消費量は、利用可能なコンプレッサー容量を徐々に減少させる要因となります。CMNL-080Xはパージ量を4~6%に削減するため、新たな発電設備を購入することなく、既存のコンプレッサー設備で大幅な容量回復を実現できます。現在の英国の産業用電力料金を考慮すると、2交代制または3交代制の操業では18~30ヶ月が投資回収期間として一般的であり、設備投資予算の承認を得るための事業計画を容易に策定できます。
CMNL-080X吸着式乾燥機は、危険区域分類要件のある英国の沖合または沿岸の石油化学施設におけるSCADAシステムとの統合に合わせてカスタマイズできますか?
はい。SCADA統合は工場オプションとして設定可能で、露点トランスミッターからの4~20mAアナログ出力、分散制御システムに対応した無電圧接点アラームリレー、およびご要望に応じてModbus RTU通信に対応します。オフショアおよび沿岸の石油化学プラント向けには、NEMA 4X(IP66)規格の制御筐体と耐腐食性バルブ本体を採用しています。これらの用途の見積もりをご依頼の際は、SCADAプラットフォームの詳細、危険区域分類ゾーン、およびATEXやIECExなどの認証要件をお知らせください。


